�@�@
12
|
�@
�|�ڂ����m�肽���l�̂��߂̃n���Q�������v�̒m���|
�@�@�@�����Z�p���܂߂��n���Q�������v�̏ڍׂ�������܂��B
| �@�n���Q�������v�̊T�v |
 |
| �@�^��d���ƃK�X����d�� |
|
| �@�s�����K�X�̎�� |
|
| �@�����K�X�̓d���o���u�ւ̍��������@ |
|
| �@�n���Q���K�X�ɂ��� |
|
| �@�n���Q�������v�̕��~�ɂ��� |
|
| �@�����u�f�����ɂ�镕�~�̖��_ |
|
| �@���~���̑ϔM�����グ��� |
|
| �@�Ήp�ȊO�̃K���X���g�����n���Q�������v |
|
| �@�t�B�������g�R�C���ɂ��� |
|
| �@�t�B�������g�R�C���̐v�@ |
|
| �@�t�B�������g�R�C���̐������@ |
|
| �@�Q�d�R�C���t�B�������g�̐������@ |
|
| �@�^���O�X�e���̔M���� |
|
| �@�^���O�X�e���R�C���̕\�ʏ����ɂ��� |
|
| �@�n���Q�������v�̐Ήp�o���u�ɂ��� |
|
| �@�Ήp�K���X�̕\�ʐ�� |
|
| �@�Ήp�K���X���H |
|
| �@�Ήp�K���X���H��̘c�ݏ��� |
|
| �@�Ήp�K���X�̎��������@ |
|
| �@�n���Q�����g��Ȃ��Ήp�^���O�X�e���q�[�^ |
|
| �@�𗬓_���ƒ����_���A��d���_�� |
|
| �@�n���Q�������v�����̉��w�����Ɛ�����@ |
|
| �@�n���Q�������v�p�d��,�R���g���[���ɂ��� |
|
|
|
|
|
�@
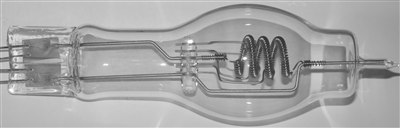
�n���Q�������v�̊T�v�@�@�@�@�@ �@�@�@�@�@ �@�@�@�@�@ �@�@ �@�@
�n���Q�������v�͕s�����K�X���听���Ƃ��镕���K�X�̒��ɔ����i0.1�����x�j�̃n���Q�����f(��ɏL�f�j����ꂽ���̂ł��B
����ɂ��n���Q���T�C�N���Ƃ������w�I�z���N����܂��B�����������܂��ƁA�܂��_�����͔��ȍ����Ŕ��M���Ă���t�B�������g�i�ގ��F�^���O�X�e���j���炳����ɏ�������^���O�X�e�����q�͔�r�I�ቷ���Ńn���Q���Ɖ������܂��B�������n���Q���������Ə��������^���O�X�e���̓K���X�o���u���ʂɕt�����A��������̂Ŗ��邳���������Ă����܂��B
�����u�^���O�X�e��-�n���Q�������v�͏������₷�������̂��߁A��250���ȏ�ł̓K�X���ۂ����ł��܂��B�����ăn���Q�������v�͓_�����̃K���X�o���u���lj��x���ǂ��ł�250���ȏ�ɂȂ�悤�ɐv����Ă��܂��B
���̂��߁A���̃K�X��ɂȂ����u�^���O�X�e���|�n���Q�������v�̓K���X�o���u�ɕt�����邱�ƂȂ��K���X�Ǔ��������悢�A���̂������ꂪ�t�B�������g�߂��ɗ���ƁA���̍����ɂ��M�������ă^���O�X�e�����q�ƃn���Q���ɖ߂��Ă��܂��܂��B
�����ŕ��������n���Q���͂܂��ė��p����đO�L�̔������N����(�n���Q���T�C�N���j�^���O�X�e�����q�̕��̓t�B�������g�̂����߂��ŕ��o�����̂Ńt�B�������g�ߖT�̃^���O�X�e�����C���O�a��Ԃɋ߂Â��A�}�N���I�ɂ͏����������Ȃ������Ɍ����܂��B
���������ۂɂ͏����C�ĕt�����p�ɂɋN�����Ă���A�t�B�������g�\�ʂ͎��Ԍo�߂ƂƂ��ɉ��ʂɂȂ��Ă����A���̂����f���Ɏ���܂��B���̂悤�ȗ��R�Ńn���Q���T�C�N�����̂��̂ɂ��d���̒��������͂قƂ�NJ��҂ł����A�ނ���n���Q���̕��H��p�ɂ������̈����X���̕������ɂȂ�قǂł��B
���������������^���O�X�e�����q���n���Q���T�C�N���ɂ��K���X�o���u�ւ̕t��(�����j���h����Ƃ����̂͑傫�ȃ����b�g�ł��B�����v���Â��Ȃ��Ă����̂�h���邾���łȂ��A�������Ȃ��̂ŃK���X�o���u��ϔM���E�܂ŏ��������邱�Ƃ��ł�,��ʓd���̖�1/50�ɂ܂ŏ������ł��܂����B��ʓd���ł̓K���X�o���u������������Ə��������^���O�X�e�����Z���t�����Ă����ɍ����Ȃ�܂��B���̉e�����y������ׂɂ��o���u�͂ł��邾���傫������K�v������܂����B
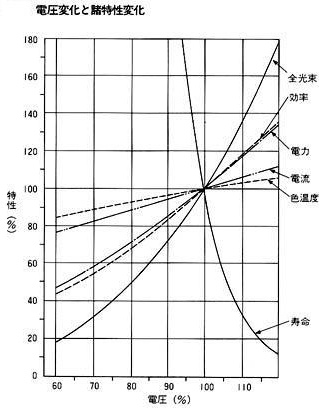
�n���Q�������v�������������̂��̂��傫�ȃ����b�g�ł����A�����ȃK���X�o���u�͑傫�ȕ����K�X���ɑς���̂ŁA�n���Q�������v�͓_�����͐��C������20�C���߂����͂ƂȂ�悤�ɐv����Ă��܂��B��ʓd���͓_�����ɑ�C��(�P�C��)���x�ɂȂ�悤�ɐv���܂��B�]���Ă��̈��͍���10�{�ȏ�ɂ��Ȃ�܂��B
���̕����K�X�i��ɕs�����K�X�j�̍��������ɂ��t�B�������g�̏�����}���鎖���ł��A��ʓd���̂Q�{�ȏ�̎������l�����܂����B�܂��K���X�o���u���e�ς����������Ƃ͕����p�s�����K�X�Ƃ��č����\������ǂ����ɍ����ȃK�X�i�N���v�g����L�Z�m���j���o�ϓI�Ɏg�p�\�Ƃ��A����ɂ��������P���傫�Ȃ��̂�����܂��B
�����𑝂₵�Ĕ����������グ�鎎�݂Ƃ��āA�ԊO�����˖����K���X�o���u�ɃR�[�e�B���O����A�Ƃ��������s���Ă��܂��B���̐ԊO�����˖��͏Ɩ��ɂƂ��Ă͕s�v�ȐԊO���˂��ăt�B�������g�ɖ߂����Ƃɂ��A�M���X�����������A�������������コ������̂ł��B
���̕��@���L���Ȃ̂��A�o���u�����������߂Ƃ����܂��B�傫�ȃo���u���Ɨ]�������x�ɍ�荞�܂Ȃ��ƌ��ʂ͂ł܂���B����������ɂ�锭�������̌���͎��ۂɂ͂V���`12�����x�������߂���x�ł��B��`����ɂ悭���鐔�\���t�o�Ƃ��Q�{�Ƃ��͐�ɖ����ł��B
�܂��n���Q�������v���u�������R�{�ȏ�ŁA���邳���Q���ȏ�t�o�v�ȂǂƃR�}�[�V��������Ă���ꍇ������܂����A���m�ɂ��u���邳�������Ȃ�������R�{�ȏ�A���͎����������Ȃ�Ζ��邳���Q���ȏ�t�o�v�ł��B�n���Q�������v����ʓd�������邭����Ύ������]���ɂȂ�A�Ƃ����W�ɂ���܂��B�n���Q�������v�͓d���̉���I�ȉ��NjZ�p�ł����A����I�Ȃ̂͏��������ƌ������萫�ł���A���邳������̉��P�͉���I�Ƃ����قǂł��Ȃ��ł��B
�n���Q�������v�̌������萫�i�g�p���Ă��邤���ɖ��邳���������Ă��������j�͎��������܂łT�����x�̒ቺ�����Ȃ��A����͑��̌����i�u�����C�g�h�c�Ȃǁj�ɔ�ז�1/10�ł��B
�n���Q�������v�͉������i�Ƃ��Ă͔��Ɍ����������A�ǂ�Ȃɉ��ǂ��Ă��u������g�h�c�����v�C�k�d�c�ɑR�ł���Ƃ͎v���܂���B���݂̃n���Q�������v�̔��������̓����v������2000���ԁA�d�͂�50���`100���Ƃ���Ηǂ���20Lm/w���x�ł���A�u������80Lm/W�CHID�����v��80�`100Lm/w�Ƃ͔�r�̑ΏۂɂȂ�܂���B
�������萫���l��������͏k�܂�܂����A���ۂɂ̓n���Q�������v�̎������u��������6000���ԂƂ��ɐݒ肷��A���������͍ō��ł�16Lm/w���x�ɂ����Ȃ�܂���B
���݂͂k�d�c�̈�ʎs�̕i�ł��u�������̔��������i�ʎY�i�F60�`100Lm/w�j�ɒB���A�߂������ɂ͂P��������̌��o�͂�500Lm�ȏ�A����������150Lm/w�ȏオ�����܂�Ă���A�������������Ԃ̃��x���ł��̂ŁA�Ɩ��p�����̑�v�����N�����Ă��܂��B
��Lm/w�i���[���� �p�[ ���b�g�j�͔��������̒P�ʁB1w�����艽���[�����̌������o���邩�Ƃ����P�ʁBLm�i���[�����j�͌��̃G�l���M�[�ɁA���̌��̔g���ɑ���l�̊�̊��x���|�������́B�l�̊�̍ō����x�͖�0.5��m�i�ΐF�j�ɂ���̂ŁA�����������炾�������A���̔g���̂ݏo���̂���Ԕ����������ǂ��Ȃ�B�������Ɩ��p�ɂ͔��F���łȂ��Ă͂Ȃ炸�A���F����0.4�`0.8��m���x�͈̔͂Ƀo�����X�ǂ��i�K�������A���X�y�N�g���ł���K�v�͂Ȃ����j���z���Ă��Ȃ��Ă͂Ȃ�Ȃ��B���̂��ߔ��������͐��������B�O�L�����e�����v�̑�\�I���l�͔��F����O��Ƃ������́B
���̂悤�Ƀn���Q�������v�͉������i�Ƃ��Ă̏������͋^��ł��B�u������g�h�c�����Ȃ狤���ł��邩������܂��A�k�d�c�̌������P�Ƒ�o�͉��C��R�X�g�����i�߂���ɒu�������Ă����A�^��ǂ������̂ɋ쒀���ꂽ�悤��10�`20�N��ɂ͎g���Ȃ��Ȃ��Ă���\��������܂��B���ɋߔN�̋����ȃG�l���M�[�i���ʂƂ��Ă�CO2�r�o�팸�j�j�[�Y�����̕����ɋ��͂ɐ��i���܂��B
�����������A�X�|�b�g���M�p�Ƃ��Ă̓n���Q�������v�̂悤�Ɏ�y�ɃN���[�����M�ł���R�Z�p�����ɂ��܂葶�݂����A������H�Ɨp���M����ł͉��p���������鎖���\�z����܂��B�˃��[�U���M��d���U�����M�������N���[�����M����̈�p���߂�ł��傤���A����ł��ߔ��̗p�r�ł̓n���Q�������v�̕������S�����y���A���ʁA�R�X�g�Ȃǂ̑�������ŗD�ʂł���Ǝv���܂��B
����ȊO�ɂ�������`�ԊO��܂ł̕��L���A���X�y�N�g�����K�v�Ƃ���镪��ł͍œK�Ȍ����ł��B�܂��ΐl�Ԃ̌��ʂŒg�������܂߂����z�̒��˓����ɍł��߂����G�����A��y�Ɏg��������Ƃ��Ă̓n���Q�������v���낤�Ǝv���܂��B
|
�@
�^��d���ƃK�X����d���@�@�@�@�@�@�@�@�@�@�@�@
�d���̏����̓K���X�o���u���̋�Ԃɂ͉�������Ȃ��^��d���ł����B�^��̓t�B�������g�̔M��D��Ȃ��̂ŁA���̓_�ł͔M���X�̏��Ȃ��d�����ł��܂��B�������^��̓t�B�������g�̏����ɑ��đS���}�~�͂��Ȃ��A�ǂ�ǂ���������Ă��܂��̂ŁA�����ɂ���Ƃ����Ƀt�B�������g�����Ղ��Ēf�����Ă��܂��܂��B
���̂��ߒ��f�̂悤�ȃ^���O�X�e���Ɣ������Ȃ��K�X��A���S���̂悤�ȕs�����K�X�i���Ƃ��������Ȃ��K�X�j�����������悤�ɂȂ�܂����B���̕������͍͂��������L���Ȃ̂ł����傫�ȃK���X�o���u�ɍ������͕͂����ł��܂����i�ψ��̖͂��ƈ��S���̖��j�B�]���Ēʏ�̓d���͓_�����̉��x��1�C���i�܂�툳�j�O��ɂȂ�悤�ɂ��܂��B���̏ꍇ�A�퉷�ł̈��͂͌����ł��B
�t�B�������g�͏����͒Y�f�i�J�[�{���j���g���܂����B�Y�f�͗Z�_�͖�3500���Ɣ��ɍ������̂́A������ł̏��C���������A�����i���j�����������߁A���܂荂���ł͎g�p�ł��܂���ł����B�t�B�������g�͍����قǔ��������������Ȃ��i5500���t�߂ōō������j�̂ŁA��荂���Ŏg�p�ł���ޗ����͍�����A�^���^���i�Z�_2990���j���o�ă^���O�X�e���i�Z�_3400���j�̃t�B�������g���̗p����A���݂Ɏ����Ă��܂��B����ȏ�̍��Z�_�ޗ��Ƃ��Ă͒Y���^���^���i�Z�_3985���j�C�Y���n�t�j�E���i�Z�_4000���j������܂����A������Ȃ̂ʼn��H������B�~��̔����̂������g�U�����M����^�C�v�̓�������Ƃ��đ��݂������x�ň�ʏƖ��p�ɍ̗p���ꂽ���Ƃ͂����炭�����A����������Ǝv���܂��B
|
�@
�s�����K�X�̎�ށ@�@�@�@�@�@�@�@�@�@�@�@
�K���X�o���u���̋�Ԃɕs�����K�X�������ƁA���̈��͂ŏ������}�������Ƌ��ɏ��������^���O�X�e�����s�����K�X���q�ƏՓ˂��Ē��i�ł����A���̎��͂̃^���O�X�e�����C�����オ��̂ŁA���̖ʂł��������}����������������Ȃ�܂��B
��L���ʂ͏d���K�X�قǑ傫���A�X�ɏd���K�X�قǑΗ����N����ɂ����A�t�B�������g�̔M��D���������Ȃ��̂ŁA�M���X������܂��B���̂悤�ɏd���K�X�قǍ����\�̃����v�����܂��B�s�����K�X�͌y���������w���E�����l�I�����A���S�����N���v�g�����L�Z�m�������h���ƂȂ�܂��B�A���S�������N���v�g���A�X�ɂ̓L�Z�m���i�w���F�N�Z�m���Ƃ��[�m���ƕ\�L����ꍇ������j�̕��������\�d�������܂��B���̍��͔��������ɂ���5�`10�����㏸���܂��B
����Ȃ�ΑS�Ă̓d���ɃL�Z�m���i���h���͒Z�������̕��ː��K�X�Ȃ̂��~�j������Ηǂ��Ƃ������ɂȂ�܂����A�K�X�̉��i��100�{�Ƃ�1000�{�ɂȂ邽�߂Ɍo�ϓI�ɂ͎g���ɂ������ł��B
���̓_�A�n���Q�������v�ł���Γ��e�ς��������i100�������v��1�`2cc�j�̂ŁA���������Ƃ��Ă�10�������x�ōς݁A�P�k�����萔�S�~�`����~�̍����ȃK�X�ł��o�ϓI�Ɏg�p�\�ƂȂ�܂��B
�������s�����K�X�����ł͓d�C�≏�����s�\���ȏꍇ������܂��B���Ƀt�B�������g�߂��͕s�����K�X�������ɂȂ邽�߂ɓd�C��ʂ��₷���Ȃ�A���E����ƃt�B�������g�\�ʂ̍ŒZ�����ŃA�[�N���d���������A�����v�͏u���ɒf�����܂��B
�����h�����߂ɁA�`�b�f�K�X����������ꍇ�������ł��B�ʏ�͐��p�[�Z���g�ł����A�t�B�������g���Z���ꍇ�A�t�B�������g��10mm������100���ȏ�Ƃ��ɂȂ�ꍇ������A���̗l�ȏꍇ�ɂ̓`�b�f�̊����������Ƒ��₷�Ƃ��A�X�ɂ̓`�b�f100���ɂ���ꍇ������܂��B�`�b�f�͕s�����K�X�ł͂���܂��A�^���O�X�e���Ƃ͂قƂ�ǔ������Ȃ��̂ŁA�����v�p�����K�X�Ƃ��Ă͕s�����K�X�Ɠ��l�Ɉ����Ė�肠��܂���B
|
�@
�����K�X�̓d���o���u�ւ̍��������@�@�@�@�@�@�@�@�@�@�@�@�@
�����K�X�̈��͂��グ�邱�Ƃ��n���Q�������v���������̍ł����͂Ȏ�i�ł��B�n���Q�������v�̍����\�͂قƂ�Ǎ��������K�X�ɂ����ʂ��Ƃ����č����x������܂���B�����ɂ��K�X���q���x���オ��̂ŏ��������^���O�X�e���̈ړ�������ɂȂ�A�t�B�������g���ӂ̏��C�����オ��A�O�a��Ԃɋ߂Â��̂ŏ������}������܂��B�܂��K�X�̈��͎��̂��t�B�������g�̏�����}��������ʂ�����܂��B�܂��������͂̓t�B�������g�����̕s���������C�A�̐�����}���Ē��������ɍv������Ƃ��l�����Ă��܂��B(��ʼn�����܂����A�^���O�X�e�����ɂ͕s�����Ƃ��������ӎ��I�ɓY�������J���E���Ȃǂ����݂��܂�)
�����v�������͂��Q�`�R�{�ɂ���Ǝ����͖�Q�{�ɂȂ�悤�ł��B���������グ��ƔM�`���ɂ��M���X�����������ł����A�C�͖̂�0.1�`���C���͈̔͂łقƂ�ǔM�`�����ɕω����Ȃ��Ƃ�������������̂ŁA�����ɂ��M���X�����͑傫���͂Ȃ��ł��B
�n���Q�������v�̒��ɍ����ŃK�X��������@�Ƃ��Ĉ�ʓI�Ȃ̂́A�r�C�ǁi�ׂ��K���X�ǁj�t���̃K���X�o���u���g�p���A�����K�X������Ƌ��ɉt�̒��f�ŗ�p���܂��B����ƕ����K�X���t�����đ̐ς��������A�������͂�������܂��B�������͂���C�������Ⴂ��Ԃł���A���̏�ԂŔr�C�ǂ̈ꕔ�����M���ē������Ώk�܂��čǂ���A���̂܂܈��������Đ藣���܂��B���̕��@�ō��������̓d�����������܂��B���̕��@�Ȃ���Ƃ����\�C���̕����ł��ȒP�ɂł��܂��B
�܂����̉t�̒��f���g�������K�X�������@�́A�����v����r�C���ĕ����K�X�����ĕ�����H���ɂ����ĕ����K�X�̃��X���قƂ�ǂ������Ɍ����悭�����v���ɕ����ł��邱�Ƃł��B�t�̒��f���g��Ȃ��ꍇ�͑��u���ɑ����̃K�X���c���Ă��܂��܂��B���ꂪ�L�Z�m���K�X���ƁA�傫�ȃR�X�g�A�b�v�v���ɂȂ��Ă��܂��܂��B
�@
��ʓI�ȁu�r�C�|�K�X�����v�H����}�����܂��B�@�@ |
|
|
|
|
|
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@
�@
�n���Q���K�X�ɂ��ā@�@�@�@�@�@�@�@�@�@�@�@
�n���Q���K�X�Ɋւ��ẮA�����i���������^���O�X�e�����n���Q���T�C�N���ł��ǂ����ꂸ�ɃK���X�o���u�������Ȃ錻�ہj���N�����Ȃ��ŏ����̗ʂ�����̂���{�ł��B�ꌩ�����̂悤�ł����A�n���Q���T�C�N���̓n���Q�������v�ɂƂ��Ă͕K�v���ł���A�ł��邾���n���Q���Z�x�������ăn���Q���T�C�N�������₩�ɂ�����������������Ȃ�A���肵�܂��B�Œ���K�v�Ƃ����n���Q���̔Z�x�̓����v�̎�ށC�F���x�Ȃǂɂ���ĈقȂ�܂����A�s�����K�X�ɑ��郂�����0.1�����x�ł��B
�n���Q���T�C�N�������₩�ɂ���Ƃ����Ӗ��ł̓n���Q���̎�ނ̑I�����d�v�ł��B�n���Q�����f���t�b�f�����f���L�f�����E�f�̂S��ނ�����A��ɂȂ�قlj��w�I���������₩�ł��B���̓_�Ń��E�f�͗D��Ă���̂ł����A�퉷�Ōő̂̃��E�f�̓����v���ɕ������鐻�����@�ɓ����܂��B���E�f�̕������@�͕s�����K�X�ɍ������ē����ꍇ�ɂ̓��E�����f�̌`�ŕs�����K�X�ɍ�������̂���ʓI�ł��B
����������͕��H���A�Ő��̖��ň�����������̂ł����A���E�f�̏ꍇ�A���f�̑��݂��n���Q���T�C�N����}����������ꍇ������܂��B�t�̂�ő̂̃��E�f�������������v���ɒ��ړ������ĕ����������ʓI�ł��낤�Ǝv���܂��B
���������E�f�͐��������܂�ɂ����₩�Ȃ̂ŁA�����̌������n���Q�������v�i�����ԗp�Ȃǂ̍������C���F���x�ŒZ�����v�̃����v�j�ł̓n���Q���T�C�N�����ǂ����Ȃ��ꍇ������A�����Ȃ�ƃK���X�o���u���������܂��B�܂胈�E�f�͒������v�̃����v�ɂ͓K����̂ł����A�Z�����v�̍����������v�ɂ͕s�����ł��B
��L�̗l�ȗ��R�Ō��݂̃n���Q�������v�̑����̓n���Q���Ƃ��ďL�f���̗p���Ă��܂��B�L�f�͏L�����`�����Ȃǂ̌`�ŕs�����K�X�ɍ������Ă����Έ���ł���A�����Z�p�I�Ɉ����₷�����ł��B�L�����`�����ł���ΏL�f�Ɠ��������̐��f�������ɓ���܂����A����͏L�f�n�n���Q�������v�ɂƂ��čD�s���Ȏ��ł��B
�Ȃ��Ȃ琅�f�������������x���݂���ƃn���Q�������v���ł͏L�f�͎�ɏL�����f(HBr�j�̌`�ő��݂��A����͏L�f�P�̂ɔ�ה�r�I����ȕ����ł��B
���̏L�����f�iHBr�j���t�B�������g�߂��̍����ŔM�������A�������P�̂̏L�f�������n���Q���T�C�N�����N�����܂��B���������L�f���ቷ���ł͐��f�ƍĂщ������A����ȏL�����f�ɂȂ�܂��B����̗��_�̓n���Q���T�C�N���ɂ��t�B�������g�[���Ȃǂ̔�r�I�ቷ�����n���Q���T�C�N���ō���A�������Z�k����Ƃ�����������p��}�����邱�Ƃł��B
�܂��L�����`�����̕����͓����ɏL�f�̃�������1/2�̒Y�f�������v���ɓ���邱�ƂɂȂ�܂��B���̒Y�f�̓����v���Ɏc�����c���_�f�ɑ���Q�b�^�[�Ƃ��ē����A�Ɛ�������Ă���ꍇ�������ł����A�����ɂ̓Q�b�^�[��p�͂��܂���҂ł��܂���B�Y�f�̑��݂̓t�B�������g�ቷ����Ɖ������ďՌ��ɂ��f���Ȃǂ̃g���u�����N���������ɂȂ鎖������܂����A����ł���r�I�Q�͏��Ȃ������Ȃ̂ŋ��e����Ă��܂��B
�L�f�͏L�����`�����ȂǒY�f�Ƃ̉������i�L�@�������j�Ƃ����`�ȊO�ł͕��H���C���萫�C�Ő��̖ʂň����ɂ��������������̂ŁA�h������܂��B�����������ɂ��������ł͂���܂����z�E�f�Ƃ̉������iBBr3�j�Ȃǂ��̗p���ꂽ��͂���悤�ł��B�z�E�f�C�]�f�C�A���~�Ȃǂ̓����v���ւ̎c���_�f�ɑ��鋭�͂ȃQ�b�^�[�i�z���܁j�Ƃ��Ă̌��ʂ��F�߂��܂��B�c���_�f�͌�L����悤�ɃE�H�[�^�[�T�C�N���Ɋ֗^���A���ʂɑ��݂���ƃ����v���������k�߂܂��B
�������v�̏L�f�n�n���Q�������v�ł̓n���Q���T�C�N�����X�ɗ}������ړI�Ő��f�̃�������Q�`�R�{�܂ő��₷��������܂��B���̏ꍇ�L���G�`�����Ȃǂ��̗p����܂��B�������Ήp�͍����ł͓��ɐ��f�̊g�U���߂�������̂ŁA���f���ԕ����߂Ă����ׂɂ̓o���u���x���߂ɐݒ肷��K�v������܂��B |
�@
�n���Q�������v�̕��~�ɂ��ā@�@�@�@�@�@�@�@�@�@�@�@
�Ήp�K���X���u����M�c���W���v�Ƃ��������́A���~������Ƃ������_���܂��B�܂�n���Q�������v�ł͕����K�X���R��Ȃ��悤�ɍ��x�ȋC���\���ɂ���K�v������A�܂������Ƀt�B�������g�ɒʓd���邽�߂ɂ͋����ŊO������Ήp�o���u�̒��ɓd�C�̒ʘH�����K�v������܂��B���̋����ƐΉp�o���u�̌��Ԃ���K�X���R��Ȃ��悤�ɂ���̂�����Ȃ̂ł��B�ʏ�̖��ߍ��݂ł͔M�c�����������Ă��Ȃ��ƃK�X�R�ꂪ�N����܂��B
��ʓd���ł͎g�p����K���X�Ɠd�����������̔M�c���W������v�����Ė��ߍ��ނ����ŁA��r�I�ȒP�ɋC�����ۂĂ܂��B�������n���Q�������v�ł͖c���W������������Ă���̂ŒP���Ȗ��ߍ��݂ł͋C����ۂ͖̂����ł��B���̂��߁A�n���Q�������v�ł͍��Z�_�����i�����u�f���j���ɂ߂Ĕ������i25�`30�ʂ��j�ɂ��A�����Ήp�K���X�ǂ̒��ɓ���āA�Ήp�ǂ��O��������M��i��2000���j��������Ńv���X��������Ƃ������@�ŋC����ۂ��Ă��܂��B�i�s���`�V�[���j
����͐Ήp�K���X�Ƌ����ł͔M�c���W�������킹�鎖���ł��Ȃ��ׂɁA�����̕��𔖂����邱�Ƃŏ_����������A�������Ήp�K���X�̔M�c���ɍ��킹�Ă�����̂ł��B���̂��߁A�Ήp�K���X�ɂ͂��Ȃ�̃X�g���X(���k�c)�������܂��B����̓����u�f�����������قNj����Ȃ�A��������ƐΉp�K���X�����ꂽ��A�������ăK�X�R����N�������肵�܂��̂ŁA�����������S�ł��B�����������Ɠd���e�ʂ�����܂��̂ŁA���̂��ƓK���ȃ����u�f�������������܂��Ă��܂��B���ꂪ�O�L����25�`30�ʂ��Ƃ������Ƃł��B
��d���̃����v�ł͏�L�̃����u�f�������g�������~�i���V�[���j�ȊO�̕��@���̗p����鎖������܂��B���̕��@�͔M�c���������ÂقȂ�K���X�𑽐��i�K�I�ɂȂ����킹��(�i�p��)�M�c���W���̍����������悤�Ƃ�����̂ł��B���\�`�ȏ�̃����v�ł͂��̕��@���̗p�����ꍇ������܂����A�R�X�g�������̂Ńn���Q�������v�ɓK�p����鎖�͂قƂ�ǂ���܂���B�@
�⑫����
���~�p�����u�f�����͋C�������m�ۂ��邽�߂ɁA���̒f�ʌ`��̓G�b�`���O�ɂ��i�C�t�G�b�W�ɂȂ��Ă��܂��B���̔��Ƀ^���O�X�e������u�f���̖_��n�ڂ��ēd�������_�Ƃ��Ă��܂��B���̗n�ڂ͍��Z�_�������m�̗n�ڂƂȂ�A����ł��B�n�ڂł����Ƃ��Ă��Ɖ��̖�肪����܂��B�����u�f���_�Ƃ͓��ގ��Ȃ̂ŁA���ڗn�ڂ����ꍇ������܂����A�R�X�g�̐�������Β��Ԃɔ���(Pt)�����n�ڂ̕����g���u�������Ȃ��ł��B���̔����̓s���`�V�[���̎��̔M�ōėn�Z���A�n�ڕ��t�߂ɍL����n�ڕ��̓d�C��R�����艻�����A�X�ɂ͍����ɂ��_����}�~���܂��B���������i�������̂Œ��ԓI�ȑΉ��Ƃ��Ĕ����N���b�h�����u�f����(��1�`2mm)������ŗn�ڂ���ꍇ������܂��B
���̗n�ڂɂ́u�d�˒�R�n�ځv�Ƃ������@�ŗn�ڂ���܂��B�n�ڋ@�Ƃ��Ă̓R���f���T�[����C���o�[�^����������A���̂܂ܗn�ڂ��邱�Ƃ��\�ł����A�n�ڕ��̎_���h�~��Ƃ��Ē��f���ӂ����Ȃ���n�ڂ�����A�A���R�[�������ėn�ڂ����肷��ꍇ������܂��B�A���R�[���͗n�ڎ��̔M�ŕ������Đ��f���������A���ꂪ�Ҍ���p�����̂ŗn�ڕ��̎_����h���ŗn�ڂł��܂��B |
�@
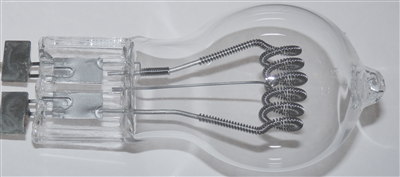
�����u�f�����ɂ�镕�~�̖��_�@�@�@�@�@�@�@�@�@�@�@�@
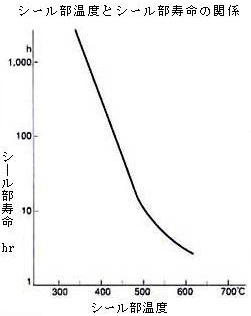
���̕��~�p�����u�f�����͖�350���ȏ�̍����ɂ��炳���Ǝ���Ɏ_���c�����Ă����A�Ήp�K���X����������A���g���Ă��ꂽ��Ń����v�����𐧌����Ă��܂��܂��B�n���Q�������v���g����ŁA���̃����u�f�����i���m�ɂ̓����u�f�������O�C�ƐڐG���镔���j�̉��x��350���ȉ���ۂ����d�v�ł��B�ʋC�̈������Ȃǂɂ���ƁA����Ȑv�̃����v�ł����̕����������ɂȂ��Ă��܂��A�ُ�ȒZ�����ɂȂ�܂��B
�n���Q�������v�ɂ���ẮA��ނ��������̕����̉��x���댯�̈�ɂȂ�v�ɂ������̂�����܂��B���̕����̉��x�̓t�B�������g���痈��M�ƁA�����u�f�������g�̓d���ɂ�锭�M�ƁA�����ɑ�����M�����̗ǔۂŌ��܂�܂��B�t�B�������g�Ƃ̋��������ɒZ���Ȃ��Ă��܂��v�̃����v��A�d���l�̑傫�ȃ����v���A���̕����̉��x���ߑ�ɂȂ�v���ɂȂ�܂��B�Ō�̏����ł�����M�����́A��Ɋ��[�J���܂߂����[�U�[�T�C�h�̖��ł���ꍇ�������ł��B
�����u�f�����̓d���e�ʂ͈�T�ɂ͌����܂��A���S�o������10�`���x�ł��B�����ăn���Q�������v�ɂ悭�g����̂͂S�o���x�̃����u�f�����ł��B��ʓI�Ɍ����Ē�i�d����10�`�ȉ��̃n���Q�������v�����̕����̉ߔM�����N�������Ƃ͂܂�ł��B���������̕����̔��M�͓d���̂Q��ȏ�ɔ�Ⴕ�đ��債�܂��i���M�͓d���l���h�Ƃ���q�h^2�A�܂�d���̓��ɔ�Ⴕ�đ���ł����A���x���㏸����ƒ�R�l�q���������邽�߁A�d���̂Q��{�������M�͑傫���Ȃ�܂��j�B
���������u�f�����ł���Q�O�`�̃����v�͂T�`�̃����v�̂P�U�{�ȏ�̔��M�����邱�ƂɂȂ�܂��B���̂��߁A��i�d�����P�O�`���郉���v�́A�����u�f�����̉ߔM�ɂ��g���u�����N�����₷���X���ɂ���܂��B�d�����傫�������v�͂���Ȃ�ɕ��̍L�������u�f�������g���K�v������܂��B���ꂪ�\���ɂł���Ζ������Ȃ��̂ł����A�����v�̃T�C�Y�Ȃǂ̐���\���ȕ��̃����u�f�������g�������ł��Ȃ��ꍇ�������A���̂悤�ȏꍇ�ɂ͒Z���������m�Ŏg�����A���炩�̗�p��i���̂邱�ƂɂȂ�܂��B
��d���̃����v�̏ꍇ�A���̍L�������u�f�������g�����ƂɂȂ�܂����A����ɐڑ�����O�����[�h�_�i�����v�O���Ɍ��������́B��Ƀ����u�f���_�j�̐����d���ɉ����đ��₷�ׂ��ł��B�����_�P�{�ōς܂����Ƃ���ƁA����̗n�ڕ��t�߂̃����u�f�����̓d�����x���オ��A���M���傫���Ȃ�܂��B
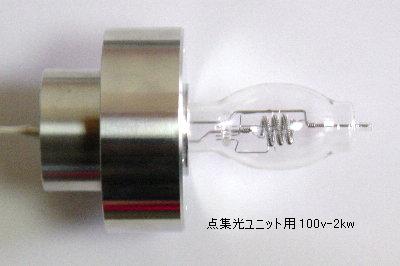
���̂��߁A�d���T�`������P�{�̊����œd�������_��݂���̂��]�܂����Ƃ����܂��B������10�`���x�܂ł͂P�{�̓d�������_�ōς܂���ꍇ������܂��B���Ђ̃��C���q�[�^�p200��-5���������v�͊O�����[�h�_���T�{�g���Ă��܂��B�����̃y�[�W�擪�̎ʐ^�Q��
�^���O�X�e���C�����u�f���̐������e������̕����f�[�^ |
�@
���~���̑ϔM�����グ����@�@�@�@�@�@�@�@�@�@�@�@
���~�����̂̑ϔM���i�ώ_����)�����コ���鎎�݂��s���Ă��܂��B��͔�������Ȃǂ̎_�����Ȃ������������u�f�����y�т���ɂȂ���O�����[�h�s���i�����u�f���_�j�Ƀ��b�L���邱�Ƃł��B�\�߃��b�L���Ă����Ƃ������������u�f�����ƃ����u�f���_�̗n�ڎ��ɔ�����������ŗn�ڂ��܂��B����ƃs���`�V�[�����̔M(��2000��)�ɂ��n���čL����A���ƃs���̌��Ԃɗ��ꍞ�݁A�ǍD�Ȑڑ���ԂƂȂ�܂��B�܂��l�����\�ʂɂ�������x����Ĕ������b�L�����̂őϔM�������P���܂��B���̂��ߑ�d�������v�i8�`�ȏ�j�⍂���ɂȂ�p�r�ł͔�����������ł̗n�ڂ͕K�{�ł��B
�n�ڕ��ɋ��ޔ������̑�p�Ƃ��Ĕ����N���b�h�l�����┒�����b�L�l�������A��R�X�g��֕i�Ƃ��Ďg���邱�Ƃ�����܂��B����������͔����̗ʂ����Ȃ��̂Ŕ��ƃs���̌��Ԃɗ��ꍞ�ޗl�Ȏ��͊��҂ł����A�n�ڕ��͓_�ڐG��ԂŔ��M���₷���Ȃ�܂��B�܂��l�����\�ʂɔ���������Ȃ��̂Ŏ_���h�~���ʂ�����I�ł��B�]���ĂW�`����l�ȃ����v�ɂ͎g�p����ׂ��ł͂���܂���B
�O�L�����u�f���_�Ɋւ��ẮA�����̃N���b�h�l���_��p���邱�Ƃ�����܂��B����ɔ�����������ŗn�ڂ���ł����M�����ȗn�ڕ��ƂȂ�܂��B��d���A�����i��ō��M�������v�������p�r�ɂ̓R�X�g�������̗p����ׂ��ł��B
���ɂ͕��~��̊O�����[�h�l���s���ƐΉp�K���X�Ƃ̌��Ԃɒ�Z�_�K���X��h�z�A�[�U���邱�Ƃł��B�����K���X���A���R�[�����ŗ���A�h�z���Ă���Ă��Č��Ԃɗ������݂܂��B�c�������Ήp�Ƃ͑S���Ⴄ�̂ŏ퉷�ł̓N���b�N���炯�ł����A�_�����͍����ɂ�肱�̒�Z�_�K���X���t���Č��Ԃ��ǂ��A�����u�f�����̕��ւ̋�C�̐i����h���܂��B��������ʂ͂���܂����A����I�ł��B���̒�Z�_�K���X�̓t�b�����̔z�����ꂽ���̂��D���тł����B
���̂悤�ɕ��~���̑ϔM������ɂ͂��܂��܂ȕ��@������܂����A���S�Ȏ_���h�~���@�͑��݂����A��͂��Ԃ̕��@�͕��~����350���ȏ�ɂ��Ȃ����ł��B����350���ȉ��Ƃ��������l�͐v������2000���ԃN���X�̃n���Q�������v�ɑ��Ă̂��̂ł��B�X�ɒ������v�̃����v�ł́A���̎����ɉ�����300���ȉ��Ƃ�250���ȉ��Ƃ��������l���̗p����܂��B
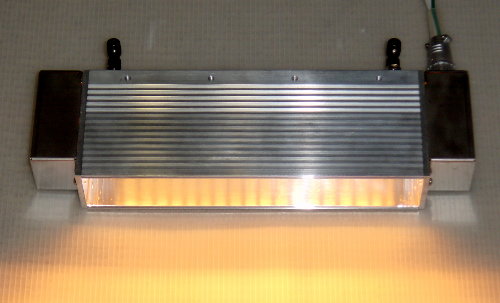
���~���̕��M��ǂ����ĕ��~�����x����������@�Ƃ��Ă͕��M�~���ɐ݂���Ƃ��A�G�A�[�̐������Ȃǂɂ���p���邱�Ƃ��ɂ߂ėL���ł��B���Ђ�HSH100v-2kw�ł̓����v���~�����炔0.5�̓��ŃA���~�x�[�X�ɕ��M������\���Ƃ��Ă��܂��B
�܂����l�ɓ��Ђg�r�g�^�C�v�ŗe�ʂ̑傫�Ȃ��̂́A�A���~�x�[�X�̒��Ƀ}�O�l�V�A�������[�U���A�����v���~���̔M���A���~�x�[�X�ɓ������H�v�����Ă��܂��B�}�O�l�V�A�͓d�C�≏���ɗD���Ƌ��ɔM�`��������r�I�ǍD�Ȃ̂ŁA����ɂ���Ă����~���̗�p���ʂ��m�F�ł��Ă��܂��B�����M���[�U�ɂ�鉷�x�ቺ�̃f�[�^
���}�O�l�V�A���_���}�O�l�V�E���l���n�@�Z�_2800���@��r�I���S�i��Õ���ł͉��܂Ƃ��Ďg�p����Ă���j�@�@�@ |
�@
�Ήp�ȊO�̃K���X���g�����n���Q�������v�@�@�@�@�@�@�@�@�@�@�@�@
�Ήp�K���X�o���u�̓n���Q�������v�̃o���u�ޗ��Ƃ��ĕK�{�����ł͂���܂���B�Ήp�K���X�قǂł͂Ȃ��Ă��A�������������ɑς���K���X�i�A���~�m�P�C�_�K���X�C�z�E�P�C�_�K���X�̈��Ń����u�f���ɖc���������킹�����́j���g���A�����g��Ȃ��ʏ�̕��~���@���̗p�����n���Q�������v�����݂��܂��B�����͑�ʐ��Y�i��ŁA�R�X�g���������i�Ƃ��č̗p����Ă��܂��B���������܂��o�͂̃n���Q�������v�ɂ͓K�p�ł��܂��A���ʐ��Y�ɂ������܂���B
�������K���X���g���������v����v�q�[�^�����ꂽ���Ƃ�����܂��B�������K���X�͐Ήp�K���X���̑ϔM�Ռ����������Ă��܂��B����������͐Ήp�K���X�̉��i�ቺ�ƂƂ��ɍ̗p����邱�Ƃ͖����Ȃ����悤�ł��B
���ɓI�ȑϔM���������Ă���͓̂������A���~�i�ǂ�T�t�@�C���K���X�i�P�����A���~�i�j�ł��B�������R�X�g�̊W�Ȃǂō̗p����邱�Ƃ͋H�ł��B�܂��M�c�����͑傫���̂őϔM���͍����Ă��M�Ռ��i���x�̋}�ρj�Ŋ����\�����L��܂��B
|
�@
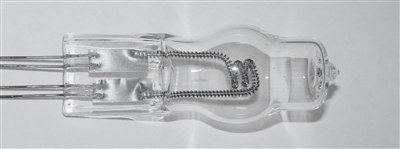
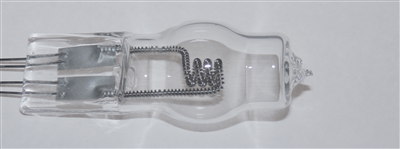
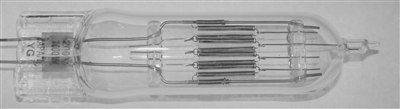
�t�B�������g�R�C���ɂ��ā@�@�@�@�@�@�@�@�@�@�@�@
�t�B�������g�̓^���O�X�e���i���f�L���v�j���g���܂��B1�{�̐��̏�ԂŎg���鎖�͂܂������A�ʏ�̓R�C����ɂ��܂��B���̗��R��1�͎g���₷���d���|�d�͈͂̔͂Ɏ����Ă����ɂ͓d���t�B�������g�Ƃ��Ă̒�R�l������l�i100��100���ł�100���C200��1000���ł�40���j�ɂ���K�v������A����Ōv�Z����ƗႦ�Β������P���Ƃ��̒����ɂȂ�܂��B����ł͒�������̂ŁA�R�C�������ɂ��邱�Ƃɂ�蒷�����k�߂܂��B�ʏ�̃V���O���R�C���Ŗ�1/10�̒����ɂȂ�A�_�u���R�C���i��d�R�C��coiled coil�j���ƁA�X�ɂ��̐����̈�̒����ɂȂ�܂��B
�t�B�������g�̔M����(���˂ł͂Ȃ��A�Η�,�`���Ŏ�����d�C�G�l���M�[)�̓t�B�������g�̒����ɑ傫���ˑ�����̂ŁA�R�C�����d�R�C���ɂ��邱�Ƃɂ��A�M�������啝�Ɍ��������������̌���ɂȂ���܂��B
����ȊO�ɂ��R�C���t�B�������g�̗��_�́A���̏_��ɂ��M�c���̉e�����������g�ŋz���ł��鎖�ł��B���ꂪ�P�{�̒������Ə퉷�ł͂܂������ł��A�_������ƔM�c���ɂ��傫���Ȃ����Ă��܂��܂��B
�^���O�X�e�����a�����C���a���l�c�Ƃ���AMD/d���R�`�T���K���ł��BMD/d��2�ł͔M�c���ŕό`���₷���AMD/d��8�@�ł͋��x���キ�Ȃ�܂��B�܂��R�C�������̃s�b�`���o�Ƃ���AP/d��1.5���K���ł��BP/d��1.2�@�ł̓s�b�`�ԃV���[�g�̊댯���o�܂��BP/d��1.8�ł͔M���X���傫�����������I�ɕs���ł��B
�܂��R�C�������ɂ���ƁA�R�C���̓��������`�����A�s�b�`�Ԃ̌��Ԃ���o�Ă�����͈��̋��˂ɂȂ�A���̕��˂ɋ߂��Ȃ�܂��B����͏Ɩ����p�ɂ͕s���ł����A�M���p�ɂ͎�L��(���ϋP�x���オ��)�ł��B���̌��ʂ̓V���O���R�C�������_�t���R�C���̕��������ł��B�������_�u���R�C���͑��Z���̂ŁA�~���[�W���p�����v�i�_�W���j�̃t�B�������g�Ƃ��ēK���Ă��܂��B
�^���O�X�e���̕��˓����i�������˗��j�́A������Ŕ�r�I�����A���g���ɂȂ�ƕ��˗����������Ȃ�X�����傫���ł��i�قƂ�ǂ̋����������ł����j�B���̂��߁A�������x�Ȃ�����i�S�Ă̔g����ŕ��˗���100���j�����������������Ȃ荂���Ȃ�܂��B���ꂪ�^���O�X�e�����Ɩ��p�t�B�������g�ޗ��Ƃ��ēK���Ă��闝�R�̂P�ł�����܂��B�������x�ł��Y�f�t�B�������g�͍��̂ɋ߂��̂Ŕ��������͂��Ȃ�Ⴍ�Ȃ�܂��B
�O�L�����l�ɃR�C����������ƁA���̗��_����X�|�C�����܂����A���̃����b�g�̕����͂邩�ɑ傫���̂ŁA�قڗ�O�Ȃ��R�C���t�B�������g���g���܂��B
�^���O�X�e���̓d�C��R���x�W���͂��Ȃ�傫�Ȃ��̂ł��B����͏������̈�ʓI�����ł�����A�^���O�X�e�������ʂƂ����قǂł��Ȃ��̂ł����B
�^���O�X�e���̉��x�ɑ����R���̕ω��͉����ċߎ��ł��܂��B
�^���O�X�e����R���ρ�1.77(T/1000)2�{26.52(T/1000)-3.44 �@�@�m�~10-8�����n
�@�@�@�@�@�@�@�@�@�@�@�@�@������ �s �͐�Ή��x [K]
���ꂩ��v�Z����ƕ�����ʂ�A�d���̓_�����̃t�B�������g���x�i2500�`3200K�j�ł͔�r�I������R���������܂����A�퉷�ł�1/10�ȉ��̒�R���ɂ����Ȃ�܂���B�܂�n���Q�������v�͏퉷�ł̒�R�l���ɒ[�ɏ��������ɂȂ�܂��B
���̂��߁A�퉷�̃����v�ɒʓd�����u�ԁA10�{�߂���d�����u�ԓI�i1/10�b�Ԓ��x�j�ɗ���܂��i�˓��d�������b�V���J�����g�j�B���̓_���u���̑�d���i�u�ԓI�ȑ�d�͏���j�̓n���Q�������v�̃t�B�������g���x�㏸�������A�u�ԓI�ɓ_������A�Ƃ��������Ɋ�^���Ă���Ƃ��������b�g�ł�����܂����A��ʓI�ɂ̓X�C�b�`����v���g�̎������k�߂���ŕs��̕��������ł��B
�@�@�@�@�@�@���˓��d���̎����l
���̉e�����ɘa���邽�߂Ƀ\�t�g�X�^�[�g�t���̓d�����g�����肷��ꍇ������܂��B���̓d���͓d���X�C�b�`�n�m���Ă������ɂ�100���d���������炸�A�P�`�R�b�Ԓ��x�̎��Ԃ������ēd�����[������100���߂��܂ŏ��X�ɏグ�Ă����̂ŁA���b�V���J�����g��}���鎖���ł��܂��B
���b�V���J�����g��͗��z�I�ɂ͒�d���^�̓d�����g���̂��ǂ��Ƃ������܂��B���������̗l�ȓd���͈�ʓI�ł͂���܂���B |
�@
�t�B�������g�R�C���̐v�@�@�@�@�@�@�@�@�@�@�@�@
�@�v���d�l�i�d���C�d�́C�F���x�j���m�F�B
�A�v���d�l�ɂ��V���O���R�C�����_�u���R�C�����A�܂��V���[�g�������O�������߂�B
�B�v��������p�r�ɂ��t�B�������g�R�C���̐F���x�����߂�B
�C���́i�����v�̃K���X�ǁj�T�C�Y�����肵�܂��B�ቷ����250���ȏ�C��������800���ȉ�
�D�v�������C�p�r�Ȃǂ����Ă��ĕ����K�X��(�퉷��0.8�`8�C�����x)������B
�E�R�C���̒��Ԏx���̗L���C���ʁC���@�Ȃǂ�����
�F�R�C�����[�h�����̒���������B�T�u�R�C��������邩�ǂ���������B
��L�����܂�Ή��L�̃\�t�g�ŃR�C���v���s��
�^���O�X�e���R�C���t�B�������g�̐v�\�t�g���o�b�n
���p��̉��
�l�f�F�^���O�X�e�����̑����̒P�ʁ@mg/200mm��200mm�̒����̎��ʂ��O�����ŕ\��������
���F�^���O�X�e�����̑����@��mm�@�@�l�f�Ƃ̊W�@����(MG/3020)^0.5
�l�c�F�}���h�����@�����a��mm�B�_�u���R�C���̏ꍇ�͈ꎟ���aMD1�@���aMD2�@
�s�s�F�������B�@�_�u���R�C���̏ꍇ�͈ꎟ����TT1�@����TT2
�@�@�@�_�u���R�C���̏ꍇ�͈ꎟ�s�b�`��PP1=(P1/d)�~100
�@�@�@�@�@�@�@�@�@�@�@�@�@�s�b�`��PP2=(P2/(MD1+2d))�~100
�o�o�F�s�b�`�p�[�Z���g�@�o�o���i�o/���j�~100�@�@PP=100���Ŗ�������
�����F��������Lm/w�@�@�F���x�Ɛ[���W���邪�A�P���ȊW�ł��Ȃ��i�M���X���e���j�B�@�@
�F���x�F�g�����z����`����鉷�x�B�^���O�X�e���ꍇ�A�^���x����50���قǍ��߁B
�����F�f������܂ł̎������ԁB���ϒl�B�����_�����Ďc�����������ɂȂ鎞�ԁB
�����F�k��(���[����)�����̗ʁB1Lx(���N�X)��1Lm�̌������P��^2�ɓ��˂����Ƃ��̖��邳�B
�@�@�@���邢�Ɩ���2000Lx���x�B����Lx���Ƃ��Ȃ�܂Ԃ����B�@
|
�@
�t�B�������g�R�C���̐������@�@�@�@�@�@�@�@�@�@�@�@�@
�t�B�������g�R�C���̒��ł��V���O���R�C���t�B�������g�i�P���j�̓^���O�X�e������c�_���͐c���Ɋ����t���Č`�����܂��B�����̏ꍇ�͊���������ŁA�R�C���������߂��i�藣���X�v�����O�o�b�N�Ŏ��R�ɖ߂�j�A�c�_��c�������܂��B
�X�v�����O�o�b�N�������ɐ��@����̂��߂ɔM����������ƁA�������Ȃ��Ȃ�܂��̂ŁA���̏ꍇ�ɂ͐c�����_�ŗn�����ď�������ꍇ������܂��B���������̕��@�͗n�����ɏo��K�X��n���t�̏����ɐݔ��Ɣ�p��������܂��B
���̂悤�ɂ��č�����R�C���t�B�������g����v�Ȑv�̃R�C���Ȃ�A���̂܂܂Ń����v�ɂł��Ȃ����Ƃ��Ȃ��ł����A�����̏ꍇ�͔M�����ɂ��c���������Ȃ��ƃ����v�ɂȂ��Ă���ό`���܂����A����ɋ��x�̎ア�R�C���ł͌�ʼn������Q���Č������I��������H�����o�Ă��烉���v�ɑg�ݍ��܂�܂��B |
�@
�Q�d�R�C���t�B�������g�̐������@�@�@�@�@�@�@�@�@�@�@�@�@
�Q�d�R�C���i�_�t���R�C���j�̏ꍇ�́A�P�������ƂQ������������̂ł����A�ł���ʓI�Ȑ������@�́A�P�������Ƃ��ă����u�f���̐c���Ƀ^���O�X�e�������K��̃s�b�`�Ŋ����t���܂��B�����Ă������x�M�����i1000���`1600���̐��f���͋C�F�j���܂��B����ŘA���Ŋ��������̂�Z���ؒf���Ă��X�v�����O�o�b�N���Ȃ��Ȃ�܂��B
���ɂ�����Q���������܂��B�Q�������͑����̏ꍇ�A�c�_�ɋK��̃s�b�`�Ŋ����t���Ă���A�������܂��B
���ɒ[�����w��̌`��ɐ��`����Ȃǂ��Ă���A�����i1600���`1900�����x�̐��f���͋C�F�Ⓖ�ڒʓd�ɂ����M�Ȃǁj�̔M���������܂��B���̌ヂ���u�f���c���������_�i���Q�F�Ɏ_�Q�F���_�P�j�ŗn����������ƂQ�d�R�C���t�B�������g�������܂��B
���̕��@�̓����u�f���c���̏����ɂm�n����c���_�t�C�����u�f�����Ȃǂ����ʂɏo��̂ŁA����̏����C���Q���ݔ��ɔ�p��������܂��B�܂��P�������c���Ƀ����u�f�����g���W��A���܂荂���̔M����������ƃ^���O�X�e���̒��Ƀ����u�f�����Z�����A�n���Q�������v�Ɉ��e����^���܂��B
���̂��߁A��������1900�����x�̔M���������ł����A�^���O�X�e���̂Q���Č������\���ɏI�������鎖���ł��܂���B���̂܂܂��ƃ����v�ɂ��ē_�������u�ԂɎc��̂Q���Č������N����A�t�B�������g���ό`���鎖������܂��B
���̂��߁A�����u�f���c�����������Ă���A�X�ɍ����̔M�����i2200�����x�j���s����������܂��B
��L�̗l�Ȍ��_�̖����Q�d�R�C���̐������@�Ƃ��ĂP�����������R�C���i�c�������ς݁j�����炩�̕��@�łQ�d�R�C���̌`�ɐ��`���A�����i2200�����x�j�ɂ��ĂQ�d�R�C���t�B�������g����@������܂��B
���̂Q�d�R�C���̌`�ɐ��`������@�Ƃ��Ă͂P���c����菭���ׂ��^���O�X�e���_���Q�������̌`�ɐ��`�i�R�C����S�_�j���A����ɂP�����R�C����}�����ă_�u���R�C���̌`�Ƃ�����ŔM�������Čł߂���@�ł��B�^���O�X�e���̃R�C����c�_�͔M������A�������Ďg�p���܂��B
���������̕��@�͑�ʐ��Y�����Ƃ��Ă͋@�B�����ɂ�����_������܂��B�܂����̕��@�ł͍��ɂ����v�̂Q�d�R�C��������܂��B���l�c/����3�̃R�C���ȂǁB |
�@
�^���O�X�e���̔M�����@�@�@�@�@�@�@�@�@�@�@�@
�O�����u�Q���Č����v�Ƃ������t���o�Ă��܂������A����͌����e�剻�Ƃ������錻�ۂł��B
�^���O�X�e���͋ɂ߂ėZ�_�������A�������n�Z���č�����^���O�X�e����͍d���Ƃ��̂ʼn��H������ł��B
���̂��߁A�^���O�X�e�����ނ͕�������Ƃ������@�ō���܂��B����̓^���O�X�e���̕������ł߂ĔM�����������̂ŁA�Z���~�b�N�Ȃǂ̐������@�Ɏ��Ă��܂��B
���̕��@�ō��ꂽ�^���O�X�e���ׂ͍��������̏W�ςł���A���̌����Ԃ����邱�Ƃɂ���r�I�_�������A�R�C�������Ȃǂ̉��H���ł��܂��B
��������͂�Ƃ��̂ŁA���H���ɂ�200���`600���ɉ��M���Ȃ���s�������ǂ��B�Ԑډ��M�Ȃ�Γ��Ђ̔M���q�[�^�r�`�g�V���[�Y�Ȃǂ��K���܂��B�܂��R�C�����O�}�V���ɂ̓^���O�X�e�����ɒʓd���M���Ȃ��犪���@�\���t���Ă���̂����ʂł���A����𗘗p����Έ��S�ɃR�C�����O�ł���B���M�����Ŋ����Ɛ�₷�����A��Ȃ��܂ł��N���b�N����݂��Ă���ꍇ������A�����v�i���I�ɂ͂��̕������ł��B
���̂悤�ɂ��Đ��`���ꂽ�^���O�X�e���R�C���́A�ׂ��������̏W���i�������\���j�ł��B���ꂪ2000���O��̉��x�ɂȂ�ƍׂ����������Z�����Ă����A��C���i�P�b�Ԓ��x�j�����{�ɐ������đ傫�Ȍ����ƂȂ�܂��B���̉ߒ��i�Q���Č����j���N�����Ă���Ԃ͔��ɗ����I�ƂȂ�A�^���O�X�e���R�C���Ɏ��d���܂߂ď����ł��͂�������Ă���ƁA���̕����ɑ傫���ό`���܂��B�Q���Č������I������R�C���͍d���Ƃ��Ȃ�A�������x����r�I�����Ȃ�܂��B
�܂�Q���Č������I������܂ł̂P�b�Ԓ��x�͋ɂ߂ė����I�ŕό`���₷���̂ŁA���̊ԁA�ό`���Ȃ��悤�ɉ��炩�̕��@�Ŏx���Ă����K�v������܂��B���̕��@���O�L�����悤�ȕ��@�ł��B
�܂����̂Q���Č����̂������ɂ����ӂ��Ȃ��Ă͂Ȃ�܂���B�����^���O�X�e���ޗ��ł��}���ɂQ���Č������������̂Ƃ������Q���Č������������̂ł́A�Č�����̌����\�����قȂ�܂��B�������Q���Č������������̂͌�����������ɂȂ�A�ύ����N���[�v�����ǍD�ł��B
�����N���[�v�Ƃ́A�����Ŏ��Ԍo�߂Ƌ��ɉ��d�����ɂ������ƕό`���Ă������ہB��Ɍ������E�̊���ɋN�����A�S�e���ό`�Ƃ�������B�t�B�������g�_�����͔��ȍ����Ȃ̂ŁA�t�B�������g�ɂ͍����N���[�v���ۂ��N����A���ԂƋ��Ɏ��d�Ő��ꉺ�����Ă����܂��i�ƊE�p��̓T�O�j�B���̌��ۂ͖��ɂȂ�i��Ƃ����ł��Ȃ��i�킪����܂��B�t�B�������g�̎x����ԓd���łقڌ��܂�A���̓d����20���ȉ��ł���A�قƂ�ǖ�肠��܂���B���ꂪ50�����x�ɂȂ�Ɩ�肪�o�n�߁A100���O��ł͑���ɂȂ�܂��B����ȏ�̓d���ł́A�قƂ�ǃ����v�͍��܂���B
�ύ����N���[�v���ɖ�肪����A�ό`���傫���Ȃ��Ă����ƃR�C���̃s�b�`�ԃV���[�g�Ńt�B�������g���f��������A�Ήp�o���u�ɐڋ߂������ĐΉp�o���u���ό`������A�n���Q���T�C�N���ُ�ō���������Ƃ������e��g���u�����N�����܂��B���̂��߂ɂ��Q���Č����̂������͏d�v�ł��B
���̑ύ����N���[�v���̗ǂ��t�B�������g�����M�������@����ʉ����Č����A�Q���Č����J�n���x(��2000��)�t�߂�10�b�Ԓ��x�ێ����A���̌�i�Q���Č����J�n���x�{300���j�ȏ�܂ŏ㏸�����ĂP�b�Ԉȏ�ێ����A���S�ɂQ���Č������I�������Ċ����Ƃ�����@�ł��B
�⑫����
�^���O�X�e�������Q���Č������Ăł��錋���̌`�őύ����N���[�v�����傫���قȂ�܂��B��ʓI�ɂ͐��̕����ɂ���݂���������Ȍ������ł�����̂��ǂ��Ƃ���Ă��܂��B���̗l�Ȍ���������ŏd�v�Ȃ̂̓^���O�X�e���̐����H���Ŕ��ʂ̃J���E�����̑���Y�����邱�Ƃł�(�h�[�s���O�j�B�n���Q�������v�p�̃^���O�X�e�����͂قڗ�O�Ȃ��h�[�s���O���ꂽ�^���O�X�e�����ł��B���̐��ނ��g���Ƌ��ɑO�L�����Q���Č����̂������ɒ��ӂ��Đ�������ƃt�B�������g�ό`�̏��Ȃ��D�G�ȃn���Q�������v�����܂��B
�������h�[�s���O�ʂ������Ȃ�ƂQ���Č����J�n���x�������Ȃ�X��������܂��B�ߑ�Ƀh�[�s���O����Ă��܂����^���O�X�e������2200���Ƃ����������ł��Q���Č��������S�ɂ͏I�������A�����v�ɂȂ��ē_������ƕό`���n�߂���̂�����܂��B���̂悤�ɐ��\�C�i�������肳����ɂ̓h�[�s���O�̎��C�ʋ��ɏd�v�ł��B
���̃h�[�s���O�ɂ�荬�����ꂽ�J���E�����̔��ʌ��f�͗ǍD�ȃ^���O�X�e���̌����\���i����݂��������匋���j�����Ƌ��Ɍ������E�ɏW�܂�A�����ȋC�A���`�����܂��B����͌������E�̊����h�~���A�t�B�������g�̍����N���[�v��}���܂��B
���������̃h�[�v�ɂ��C�A�͒����Ԍo�߂���Ǝ���ɏW�����A�傫�ȋC�A���t�B�������g�����Ɍ`������悤�ɂȂ�܂��B����̓����v�����𐧌�����v�f�ɂȂ�܂��A�n���Q�������v�̕����K�X�͍����Ȃ̂ł��̋C�A�i�h�[�v�E�j�̐����g���}�����܂��B���̓_�ł������̕����K�X�̓����v�̒��������ɍv�����Ă���ƍl�����Ă��܂��B
���A���̋C�A�̒��̕s�����͂��̂��������v�����K�X���ɉΎR�̗l�ɕ��o���܂��̂ŁA�����K�X�̃n���Q���o�����X������A�����Ȃǂ̌����ɂȂ蓾�܂��i�J���E���Ȃǂ̃A���J�������̓n���Q���Ƌ��łɌ������A�n���Q���T�C�N����j�Q����j�B�_���J�n���Đ��S���Ԍo�ߌ�ɔ������鍕���͂��ꂪ�����̈�ɏグ���܂��B
�܂������N���[�v���ۂɂ��t�B�������g�ό`�̓t�B�������g���̂��̂̐��������Ō��܂���̂ł��Ȃ������������Ă��܂��B�����v���Ɏ_�f�␅�𑽂��c�������Ă��܂����ꍇ�A�_�����Ƀn���Q���T�C�N���Ƌ��Ɍ�L����E�H�[�^�[�T�C�N�����N����A�t�B�������g�\�ʂ�������������,�ĕt�����J��Ԃ����߂Ƀ^���O�X�e�����\�ʂ��ό`�ɑ��Ē�R���Ȃ��Ȃ�A�����N���[�v���ۂ��傫���Ȃ邱�Ƃ�����܂��B |
�@
�^���O�X�e���R�C���̕\�ʏ����ɂ��ā@�@�@�@�@�@�@�@�@�@�@�@
�t�B�������g�R�C���͂��̂܂g���ꍇ������܂����A�����v�ɑg�ݍ��ޑO�ɐ�����ĕs������_���������܂��B�ŏI�I�ɂ͐��f���ŊҌ��M�������s���܂��B
�܂��^���O�X�e���R�C����10���m���n�g���n�t��10���Ԓ��x�̎ϕ�����̂���ʓI�ł��B�\�ʂ̃G�b�`���O���K�v�ȏꍇ�Ȃǂ͂T���g�e�i�t�b�����f�_�j�����Ƃ��A���J�����t�F���V�A�����J���E�����n�t�ŕ\�ʂ̕��H�����ŏ��܂��B�I������A��t�����S��܂��B
���̌�A�R�C���t�B�������g�Ɏx�����i�A���J�[�Ƃ��T�|�[�^�ƌĂԁj��t������A�����u�f������O�����[�h�_��n�ڂ��܂��B
���̌������x�m���n�g���������邩�A���͂��̂܂ܐ��f���͋C�F�i1000���j�ɓ���A�_�������Ҍ����܂��B���f�̓h���C���f���g���ꍇ�ƃE�F�b�g���f���g���ꍇ������܂��B�E�F�b�g���f�͒Y�f����������\�͂�����܂��B |
�@
�n���Q�������v�̐Ήp�o���u�ɂ����@�@�@�@�@�@�@�@�@�@�@�@
�n���Q�������v�̃K���X�o���u�ɂ͈�ʓI�ɐΉp�K���X���g���܂��B�Ήp�K���X�͍����ɑς��܂�-�@-�@-�@�����v�Ƃ��Ă̍ō��g�p�\���x�͖�900���B������800�����Ȃ��悤�ɐv���ׂ��ł���A700���ȉ����s�������o�����Ȃ������̃o���c�L�������Ȃ����肵�܂��B
�Ήp�K���X���̗p�������Ƃ�����A�n���Q�������v�͈�ʓd���̗e�ϔ��1/50���\�ɂȂ�܂��B
��������1�o���x�ƌ��������g���܂��B���̓����̌����ƃo���u�̏������ŁA�n���Q�������v�̃o���u��50�`100�C���܂őς��镨�ɂȂ��Ă��܂��B
���������S�������Ĉ�ʓI�ȃn���Q�������v�̕������͂͏퉷�łR�`�S�C���A�����̕i��ł�6�`7�C���ł��B���ꂪ�_����ԂɂȂ�ƕ����K�X�̔M�c����10�`20�C���ɂȂ��Ă���ƍl�����܂��B
�Ήp�K���X�ُ͈�Ƃ�������قǔM�c�����̒Ⴂ�ޗ��ł��B�ʏ�̃K���X������̐��\����1�ł�������܂���B���̂��ߋɂ߂ĔM�V���b�N�ɋ����A��900���̍����̐Ήp�K���X�ɐ��������Ă��ς���قǂł��B�ʏ�̃K���X��100���O��̔M�V���b�N�ɂ����ς��܂���B�p�C���b�N�X��e���p�b�N�X�ł���180���ł��B
�Ήp�K���X�͊e��̕s�������܂݂܂����A���_��𑽂��܂ނ��̂̓n���Q�������v�p�̃o���u�ޗ��Ƃ��čD�܂�������܂���B�����͓_�����̍����Ń����v����Ԃɐ��ݏo���A�����v���ŃE�H�[�^�[�T�C�N�����N�����Z�����s�ǂ̃����v�ɂȂ�܂��B���A�o���u���x��600���ȓ��ł���A���̂悤�ȐS�z�͂��܂�K�v�ł͂���܂���B
�E�H�[�^�[�T�C�N���Ƃ́A�܂������q���_�����̍����̃^���O�X�e���R�C�����_�����܂��B����Ǝ_���^���O�X�e���Ɛ��f�ɂȂ�܂��B�_���^���O�X�e���͂����ɏ����ăR�C������������܂��B���̎_���^���O�X�e���͔�r�I�ቷ���Ő�ɐ����������f�ŊҌ�����ă^���O�X�e���ɖ߂�܂��B����ƗV�������^���O�X�e���Ɛ��ɂȂ�A���̐��͍ēx�R�C�����_�����Ď_���^���O�X�e���Ɛ��f���܂��B�܂菭�ʂł�����������̃E�H�[�^�[�T�C�N�����N�����A�^���O�X�e���t�B�������g�����ʓI�Ɍ������������܂��B
�n���Q�������v�̏ꍇ�ɂ͂���ƑS���t�̓���������n���Q���T�C�N���������ɋN�����Ă���̂ŁA�t�B�������g�͈ꌩ�������Ă��Ȃ��悤�ɂ݂��܂����A���ۂɂ̓R�C���̓E�H�[�^�T�C�N���ɂ��^���O�X�e���̌����������ƃn���Q���T�C�N���ɂ��ĕt�����N�����Ă���A�Z���Ԃŕ\�ʂ͉��ʂƂȂ�A�f���Ɏ���܂��B
���̂悤�Ȗ����������ɂ́A�܂����_��̊ܗL�����ł��邾���������Ήp�K���X��I�ԕK�v������܂��B�_-���f���ŗn�Z�����č�����Ήp�K���X��100ppm�ȏ�̐��_����܂݁A�����ƂȂ�n���Q�������v�p�Ƃ��Ă͕s�K�ł��B�d�C�n�Z�ō�����Ήp�K���X�i�f�d�Ђ�214�Ήp�ȂǁB���݂͂f�d�Ђ͐Ήp�Ǖ���p���Ă���j�͂��̒l����ppm�ȉ��ƂȂ�D�G�ł��B����ɒႢ���l���K�v�ȗp�r�����ɂ͔M�����łn�g�����o�����A�Pppm�ȉ��ɂ����i�������܂��B
�Ήp�Ƃقړ����̐��������o�C�R�[��(�R�[�j���O�Џ��i��)�͑��ʂ̐��_����܂ނ̂ŁA�����̃n���Q�������v�p�Ƃ��Ă͕s�K�ł��B
���̐��_��̖��͌��ޗ��Ƃ��Ă̐Ήp�K���X�̑I�����K�ł������Ƃ��Ă��A������n���Q�������v�ɉ��H����i�K�ŁA�Ήp�̓����ɐZ�������Ă��܂���������A���ӂ��K�v�ł��B�Ⴆ�K�X�o�[�i�̉��ɂ͑��ʂ̐������܂܂�Ă���̂ŁA����ʼn��M���ĉ��H����ƁA�����͐��_��̑���������܂��B���������S�ɏ�������ɂ́A�Ήp�K���X���H��ɒ����Ԃ̍����M����(800���ȏ�)�ŏ������邵������܂���B
���̂悤�Ȗ��_����������i�̈�Ƃ��āA�O�L�����悤�Ȏ_�f�p�Q�b�^�[�������v���ɓ����̂��L���ȏꍇ������܂��B�������Q�b�^�[���g��Ȃ��Ă���,���_��,�_�f�Ȃǂ��Ɍ��܂ŏ����A�����x������Q�b�^�[�ɗ���Ȃ��Ă����i��,�����\�̃n���Q�������v�͐����ł��A���̕��������ł���Ƃ����l����������܂��B
�������E�H�[�^�[�T�C�N���̋N�������n���Q�������v�ɋN��������I�Ȍ��ۂƂ��ăt�B�������g�ቷ���ɐj��̌�������������̂��ώ@����܂��B���̂悤�ȃn���Q�������v�͋ɂ߂ĒZ�����i��i������1/5���x�j�ł��B�������Ήp�K���X�Ɋ܂܂�鐅�_����x�ł́A���̂悤�Ȍ��������ۂɂ͂Ȃ�Ȃ��ꍇ�������A���̂悤�ȃ����v����������Ƃ�������v�����i�K�ł̍����x�����ł��Ă��Ȃ��i�r�C�s�ǁ�������_�f�̎c���j�Ɣ��f���ׂ��ł��B
�Ήp�K���X���k���ȍ\���ł͂���܂����A���̕������l�A�����͊e��K�X�Ȃǂ�Z���C���߂����܂��B����͉��x�Ƃ̊W���傫���A�Ήp�K���X�̏ꍇ800���O�ォ�璘�����������܂��B�n���Q�������v�̃o���u���x��800���ȉ��A�ł����700���ȉ��ɂ���ׂ��Ȃ̂́A���̐������炭����̂ł��B800������ƐΉp�K���X�̒��ɖ�����Ă����e�함�������ݏo���Ă��܂����A�t�ɕ����K�X�̐����Ȃǂ��K���X�ɐ��ݍ���ł����܂��B���̂悤�ɂ��ăn���Q�������v�����̃K�X�o�����X���ω����܂��Ɗe��g���u���̌����ɂȂ�܂��i�����̒Z�k�A�����Ȃ�)
���M�p�̃n���Q�������v�͕K���Ήp�K���X���g���܂����A���d�͂̏Ɩ��p�����v�̏ꍇ�ɂ͍d���K���X(�A���~�m�]�_�K���X�C��]�_�K���X�j���g���ꍇ������܂��B�����̃K���X�͔z���ɂ�胂���u�f����^���O�X�e���ƔM�c���������킹�鎖���ł��A�����g��Ȃ��Ă����~���邱�Ƃ��ł���̂ŗʎY���₷���Ƃ��������b�g������܂��B�������ʎY�ł̃R�X�g�_�E���ȊO�̃����b�g�͖����A�ϔM����ϔM�Ռ����͂��Ȃ���܂��B |
�@
�Ήp�K���X�̕\�ʐ���@�@�@�@�@�@�@�@�@�@�@�@
�Ήp�K���X�ɉ��ꂪ����ꍇ�A���͂悲��Ă���\��������ꍇ�ɂ͐�������܂��B���H�O�̐Ήp�K���X���ǂ��悲��Ă���A��������̂܂܉��M���H����Ɖ��ꐬ�����K���X���ɐZ�������Ă��܂��A�����x�̈����K���X�ɂȂ�����A���x���ቺ������A�n���Q���T�C�N���̑j�Q�v���ɂȂ����肵�܂��B���̂��߉��H�O�̌��ǂ�������ꍇ������܂��B
�܂����H�ɂ���ĕt���ٕ�������܂��B�܂��ٕ��ł͂Ȃ��ł����A�����i���j�����Ήp���ĕt���������́i�V���J�j�������x�������A�܂����h���������Ȃ�܂��B
���̗l�ȏꍇ��������s���܂��B�ʏ�̐��܂ł͂Ƃ�Ȃ��ꍇ�������A�ʏ�͕\�ʂ�n�����ĉ��ꂲ�Ə������܂��B����ɂ̓t�b�����f�_�iHF�j�ɂ��\�ʃG�b�`���O����ʓI�ł��B�������g�e�͔��Ɋ댯�Ȗ�i�Ȃ̂ŁA���댯�̏��Ȃ��t�b���A�����j�E�����g���鎖�̕��������ł��傤�B
���̌�Ă�����i�K�X�o�[�i�[��1000�����x�܂ŏĂ��j���s����������܂��B
�t�b�����f�_���g���Ă���ƁA���̂��N���鎖������܂��B���ꂪ�댯�ȗ��R�̈���A�t�b�����f�_�͐g�̂ɕt�����Ă��A�����ɂ͏Ǐ��ꂸ�����Ԍ�ɒɂ݂��o�Ă��邽�ߔ������x��鎖�ł��B�����Ĕ畆�\�ʂ����ł͂Ȃ��A���Ȃ�[���܂ŐN�������ꍇ������܂��B���ʂɗ��т�ƒv�����A���̌������J�j�Y���Ƃ��Ă͎�ɐl�̂̃J���V�E�����t�b�����ɂȂ邱�Ƃɂ���J���V�E�����ǂł��B
�T���ȉ��̔Z�x�Ȃ�Ώ������炢�Ȃ�Ύ葫�ɕt���Ă��A�����ɂ悭�Α��v�ȏꍇ������܂����A���Z�x�̃t�b�����f�_��g�̂ɒ����Ă��܂����炷���ɂ悭�A�����ɃO���R���_�J���V�E����h�z����҂ɍs���܂��B���ڂꂽ��i�̒��a�܂͐��_���J���V�E���i���ΊD�j�ł��B���A5�����x�̃t�b�����f�_�ł��g�̂ɂ����܂܂ɂ��ĕ��u����ƌ������Ǐo�܂��B |
�@
�Ήp�K���X���H�@�@�@�@�@�@�@�@�@�@�@�@
�Ήp�K���X�̉��H�̓K�X�o�[�i���ō���(��2000��)�ɂ��ăJ�[�{��������̖_�Ȃǂ��������ĕό`��������A�������̋��^�Ńv���X�����肵�ĉ��H���܂��B
�K�X�o�[�i�Ƃ��Ă͎_�f-���f�������z�I�ł��B�K�X�o�[�i�ɂ͎_�f�Ɛ��f��\�ߍ������Ă����A������m�Y�����獂���Đ����o���ĔR�Ă������u���������^�K�X�o�[�i�v�ƁA�_�f����C���ɐ����o�����A����ɐ��f���������܂��č���������Ɠ����ɔR�Ă������u��[�����^�K�X�o�[�i�v������܂��B��҂̕������̗������������̂ŁA�L���ʐς̐Ήp���H�ɓK���Ă��܂��B
���������^�̓m�Y�������������ɂ��邱�ƂŔR�Ă��m�Y�����ɐi������̂�h���ł��܂��̂ŁA��{�I�ɉ����������ƂȂ�܂��B���̃K�X�o�[�i�`���͏������ʐς̃X�|�b�g���M�ɓK���܂��B
�������̍��������^�K�X�o�[�i�Ńm�Y���̗������ቺ����ƔR�Ă��m�Y�����ɂ܂œ��荞��(�t�Ό���)�A�����Ȃ�ƃK�X�o�[�i���̎_�f-���f�����C�̂���C�ɔ����R�Ă��đ傫�Ȕ��������������܂��B�܂����̏�Ԃŕ��u����ƃK�X��������ŔR�Ă������Ă���ꍇ������A�����Ȃ�ƍ�����t�߂��đ����鎖�ɂȂ�܂��B
�Ήp���H�ɂ��o�ϓI�ȗ��R���烁�^���K�X��v���p���K�X�Ǝ_�f�̍��������g���鎖������܂��B���̏ꍇ�A�����̔R���K�X�͐��f�قǐv���Ɏ_�f�ƍ������ꂸ�A�܂��R�ĉ��x����߂Ȃ̂ŁA������J�o�[���邽�߂��u�����������K�X�o�[�i�v���قƂ�ǂł��B
���̂��߁A���Ȃ舵���ɂ����K�X�o�[�i�ɂȂ�܂��B�L���ʐς����M����ɂ́A�����̃m�Y�����ō\�������K�X�o�[�i�ƂȂ�܂��B�����ĉ��M�|�C���g�̓m�Y�����炩�Ȃ�߂��i10mm���x�j���̗����������̂ʼn��M������K���X�������ĕό`�����₷���X��������܂��B�܂����̃K�X�o�[�i�́A�����Ȃ�K�X���~�߂�ƃm�Y���̗������ቺ���ċt���A���������o�܂��B
������������ɂ͐�Ɏ_�f�̕����������Ǝ~�߂Ă���R���K�X���~�߂邩�A���͐�ɔR���K�X���~�߂Đ���������������@�ł��B�ǂ���ɂ��Ă�������������̂ŋt���N����₷���Ȃ�܂����A�v���ȎՒf������ł��܂���B�v���ȎՒf�����������ɂ́A�R�ăK�X���~�߂�Ɠ����ɃG�A�[��������ɐ������݁A�m�Y���̗�����ቺ�������ɐ����������Ƃł��B
���̃K�X�o�[�i�͓_�����ӂ��K�v�ł��B��͂�R���K�X���ɏo���ĉ����A���Ɏ_�f���o���̂����ʂł����A���̂Ƃ��Ԃ������o�܂����A�v���Ȓ����ł��܂���B�R���K�X�Ǝ_�f��\�ߐݒ肵�Ă��������ʂœ����ɏo���A�_�ΐ�p�o�[�i�i���f���j�ē_����Ƃ������@���p�ɂȓ_�ɑΉ��ł��܂��B
�K���X�������ɂȂ�A�\���ɓ����Ή��H���邱�ƂɂȂ�܂��B�J�[�{���ނȂ�Ζ��Ȃ��ł����A�������^�ł̃v���X���H�Ȃǂł͋����ɐΉp�K���X���t������ꍇ������܂��B�����h�����`�ނƂ��Ă̓J�[�{�����L���ł��B�J�[�{���͍����̐Ήp�ɐڂ���ƁA������Ҍ�����COx���A���͂ɗ��`���܂��B�J�[�{���̕⋋���@�Ƃ��Ă͈�ʓI�ɂ͖���h�z���܂��B
�Ήp�����M���ē������ƁA���̎��ӕ��ɃV���J���t�����A��������܂��B����͉��M�ɂ��Ήp���������A���ꂪ�ቷ���ɕt��������̂ł��B������ł��邾���h���ɂ́A�V���J���t�����₷�������ɃG�A�[��K�X�o�[�i�̉��Ă�Ƃ��������@������܂��B
�܂��Ήp�̏����͊Ҍ����̏ꍇ�ɂЂǂ��Ȃ�܂��B����͐Ήp���Ҍ�����Ăr���n�ɂȂ�A���ꂪ�������₷�����߂ƍl�����܂��B���������ĉ��H�p�̉��͎_�f�ߏ艊�ɂ��Ă��V���J�͒����ɂ����Ȃ�܂��B���������̂悤�ȉ��͗����̊��ɉΗ͂��キ�Ȃ�A�܂��Ҍ���p���������Ƃ��畕�~��ƂȂǂł̓����u�f�������_�����Đ�₷���A�Ƃ�������_������܂��B
���������Ă��܂����V���J�͎_�f�ߏ艊�ŏĂ�������A�O����HF�����ȂƂŏ������邱�ƂɂȂ�܂��B���������~��̃����v��HF�����͂ł��܂���B
|
�@
�Ήp�K���X���H��̘c�ݏ����@�@�@�@�@�@�@�@�@�@�@�@
�O�L�̂悤�ȐΉp�K���X�̉��H���s���ƁA�K���ƌ����Ă����قǐΉp�K���X�ɂ͘c���c��܂��B�c�Ƃ͐Ήp�����̕��q�ԂɈ��k�͂��������͂��c��������Ԃł��B�c�͕Ό��𗘗p�����u�c�v�v�Ŏ��o�I�Ɋm�F�ł��܂��B
���̎c���c�͐Ήp�K���X�̋��x��ቺ������̂ŁA�����v�̓_�����̓����ɑς���ꂸ�ɔj����A�N���b�N�̔����������ĕ����K�X�̘R�o�ɂ�郉���v�̏����s�ǂ������܂��B�܂������v������Ƃ̎��ɁA���������͂������Ă��Ȃ��̂Ɋ���Ă��܂��Ƃ��������Ƃ��N����܂��B
�c���c���ł��邾�����������Ȃ����߂ɂ́A�O�L�����悤�ȐΉp���H����ɉ��H�����܂ލL�͈͂ɉ��������čĉ��M���Ă��A���̌�ł��邾���}�₵�Ȃ��悤�ɂ��邱�ƂŁA���Ȃ�c���c�����Ȃ��ł��܂��B���̍�Ƃɂ̓v���X���H�ȂǂŐ����Ă��܂��������ȃN���b�N���Ă��ۂ߂Ė��Q������Ƃ��������b�g������܂��B���A�v���X���H�͂ł��邾���Z���Ԃōs���K�v������܂��B�����ԃv���X����Ƌ}���ɐΉp�̉��x��������A�N���b�N�⋭���c���c���܂��B
���S�Ɏc���c����������ɂ́A���̃K���X�̏���_�i�Ήp�͖�1200���j�ȏ�̉��x�ɂ��Ă��A�\���Ȏ����i����_�ł�15���ԁj�������Ęc���������܂��B�����ė�p����ꍇ�ɂ͘c�_�i�Ήp�͖�1100���j�܂ł͂ł��邾��������莞�Ԃ������ĉ��x��ቺ�����܂��B
���ʂȘc�����̘F������Ȃ��Ă��A���̂悤�ȓ_�𒍈ӂ��č�Ƃ���Ύ��Q�̂Ȃ����x�ɂ͘c�������܂��B�������c�v�Ŋm�F�ł��Ȃ��قNJ��S�ɏ�������͍̂���ł��B���S�ȏ����ɂ͘c�����p�̘F���K�v�ł��낤�Ǝv���܂��B
�Ήp�K���X�͑傫�Șc�͎c��ɂ����̂ŁA���̎c���c���y���������ł����A���ӂ��Ȃ��ƕi���̒ቺ�A�g���u���̔��������������ɂȂ�܂��B
�Ήp�K���X�ȊO�̃K���X�ł́A���̎c���c�����ĉ��H����ƕK���N���b�N�i����j����������̂ŁA�\���Șc�����H���͕K�{�ł��B���̂��߁A�������ĐΉp�������f�ɂ���蔭���͏��Ȃ��ł��傤�B
�⑫����
�K���X�͈�������͂Ɏア�̂ŁA�c���c�̓��ł����Ɂu��������c�v�����ɂȂ�܂��B�]�k�ɂȂ�܂����A�����Ԃ̑��K���X�Ȃǂɍ̗p����Ă��鋭���K���X�Ƃ������̂̓K���X�\�ʂɋ������k�c���ӎ��I�Ɏc�������̂ł��B���̃K���X�ɋȂ��̗͂���������ꍇ�A�Б��\�ʂ͈��h�́A���Α��͈�������͂��܂��B�����������K���X�͗\�ߕ\�ʂɈ��k�c���c���Ă��邽�߂ɁA��������͂͂����������������ɓ����A��������͂��L�����Z������܂��B
�K���X�͈��k�͂ɂ͔��ɋ����̂ŁA����ɂ����ɋ����K���X�ƂȂ��Ă��܂��B���̃K���X�͑O�L�����ʂ�\�ʂɋ����c���c���c���Ă��邽�߂ɁA�����P�����ł������Ɨ͂̃o�����X������A��C�ɑS�̂����X�Ɋ���Ă��܂��܂��B���������ꂽ�j�Ђ͊p���ۂ��̂ŁA����͂��ɂ������̂ł��B |
�@
�Ήp�K���X�̎��������@�@�@�@�@�@�@�@�@�@�@�@
�Ήp�K���X�������Ŏg�p����ꍇ�A�����Ȃǂ̕t��������ƁA������j�ɂ��Č��������i�݁A�����x���ቺ����Ƌ��ɋ��x�̒ቺ�������܂��B
����̓n���Q�������v�ɂƂ��Ċm���ɏd��Ȗ��ł͂���܂����A���ԓI�ɂ͉ߑ�ɃA�i�E���X����Ă���X��������A�̔��X���N���[�������̌����ɗ��p���Ă���P�[�X������܂��B���̎������ۂŃ����v�����S�Ƀ_���ɂȂ邱�Ƃ́A�قƂ�ǖ����ƌ����Ă悢�Ǝv���܂��B�����͂�قǍ����łȂ���Α����̎�̖����i���ۂɗL�Q�Ȃ͉̂����j�̕t�����x�ő傫�Ȏ������N�������Ƃ͂���܂���B�����đ啔���̃n���Q�������v�͑���ɂȂ�قǍ����ɂȂ�悤�Ȋ�Ȃ��v�ɂ͂Ȃ��Ă��܂���B
���������S�ɂ��߂ɂȂ�Ȃ��܂ł������ł������≘��̏ł������N����Ɩ��邳��W�����M�\�͂̒ቺ�����ɂȂ�܂��̂ŁA��͂��{�ʂ�Ήp�o���u�ɂ͑f��ŐG��Ȃ����ƁA�G��Ă��܂����ꍇ�ɂ̓A���R�[�����܂܂����z��e�B�b�V���y�[�p�Ő@�����悤�ɂ��Ă��������B
�C���̂��Ԃ��Ȃǂ���ɂ�����댯�̂���ꏊ�ł̓_���i�C��̑D�Ȃǁj�ł͎������ۂɂ͒��ӂ���K�v������܂��B����ɂ���ĕی�ł���悢�̂ł����A�ł��Ȃ��ꍇ�͎����̐i�s��}���邽�߂ɃK���X�ɃR�[�e�B���O������A�K���X�o���u���x���߁i650�����x�ȉ��j�ɐv���܂��B
|
�@
�n���Q�����g��Ȃ��Ήp�^���O�X�e���q�[�^�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@
�n���Q�������v�q�[�^�ƌ����������܂��A�Ήp�ǂ̒��Ƀ^���O�X�e���t�B�������g��z�����q�[�^�ł��A�n���Q�������Ă��Ȃ������v�q�[�^�����݂��܂�
�F���x��2200K�i�j���P���r���F��Ή��x�̒P�ʁB���Ƀv���X273�����l�j���x���͂���ȉ��̃����v�q�[�^�̓n���Q��������K�v�͂���܂���B���̂悤�ȐF���x�ł̓q�[�^�̐ݒ�������i5000���ԂƂ�20000���ԁj�ł̃^���O�X�e���̏����͂킸���ł���A�n���Q���T�C�N���͕s�v�ł��B�i�]���ăt�B�������g�͂قƂ�Ǐ��Ղ��Ȃ��������͂���ɂ���Đ��������̂ł͂Ȃ��j
�������E�H�[�^�[�T�C�N���������ƃ^���O�X�e���̏������ɒ[�ɑ傫���Ȃ�̂ŁA���̃T�C�N���̓J�b�g���Ă��K�v������܂��B�E�H�[�^�[�T�C�N�����J�b�g����ɂ͐��������v�����犮�S�Ɏ�菜�����ł����A���̂����̎_�f�܂��͐��f�̂ǂ��炩�������菜�������ł����̃T�C�N���͎~�܂�܂��B
���̖ړI�Ń����v���ɓ���镨�����Q�b�^�[�ƌ����A��Ɏ_�f����������,��ɐ��f���������̂Ȃǂ�����܂��B���������v���Ɏc���Ȃ��悤�Ƀ����v�����悢�����̂��Ƃł����A�����I�ɂ͐��̎c�����[���ɂ��邱�Ƃ͕s�\�ł��B�]���Ă��̂悤�ȃn���Q�����܂܂Ȃ������v�q�[�^�̐����ɂ̓Q�b�^�[�̗̍p�͕s���ł��B�n���Q�������v�ł͂Ȃ���ʂ̓d�����K���Q�b�^�[���g�p���Ă��܂��B
�Q�b�^�[�Ƃ��Ĉ�ʓd���ɑ��p����Ă���̂̓W���R�j�A�ł��B�������n���Q�������v�q�[�^�̂悤�Ȍ`�������q�[�^�̏ꍇ�͂���͎g���ɂ����̂ŁA�^���^���i�s���j���g���鎖�������ł��B�^���^���͉��Ɏ����_�炩�����Z�_�����ŁA�ÐԔM����i��700���j�ł��̑̐ς̐��S�{�̐��f���z�����܂��̂ŁA�t�B�������g�̎x�����i�ɂ��̋������g���ăQ�b�^�[�̓����������Ă��܂��B
�������2200�j�ȉ��̃����v�q�[�^�ł��n���Q�������Ă�����̂�����܂��B�n���Q��������E�H�[�^�[�T�C�N����j�Q��������ɓ����̂ŁA�c�����������Ȃ���Β������ȃq�[�^�����܂��B����������̓n���Q������������R�X�g���Ⴂ�A�Ƃ������R���قƂ�ǂł��B������5000���ԁ`20000���Ԉȏ�Ƃ��̐v�ō��M�����̃����v�q�[�^�����ɂ́A�n���Q������������A�n���Q�������ŃQ�b�^�[������������S���B |
�@
�𗬓_���ƒ����_���A��d���_���@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@
�n���Q�������v�͌𗬂ł������ł��_���ł��܂��B��������ʓI�ɂ͌𗬓_���̕����ǂ��ƌ����܂��B�����_���̖��_�̓����v���f�������Ƃ��̋����ł��B�����͓d�����~�܂�ɂ����A�f������A�[�N���d�������v���Ŏ�������ꍇ������A���̔M�ŃK���X�ǂ�����ċȂ�������c���A�ň��̏ꍇ�͔j�܂��B
�]���ă��C���d���i100���Ƃ�200���j�̃����v�ł͕K���𗬓_���Ƃ��Ă��������B��d���n���Q�������v�͂��̐S�z���قƂ�ǖ����̂ŁA�𗬂ł������ł����܂��܂���B
�n���Q�������v�����̒�i�d�������啝�ɒႢ�d���œ_������Ɓu�K���X�lj��x���オ��Ȃ��̂Ńn���Q���T�C�N�����������A��肪��������v�ƍl�������ł����A�d����������ƃt�B�������g���x��������܂��̂Ńt�B�������g�̏������قƂ�ǂȂ��Ȃ�A�n���Q���T�C�N�����̂��s�v�ɂȂ�܂��B�܂��d���œ_�����Ă���肠��܂���B
���ׂȃt�B�������g�̏ꍇ�͒����_���̏ꍇ�A�d�E�̉e���ŃR�C���s�b�`�Ԃɐj���𐬒����������ɂȂ邱�Ƃ��L��A�����Z�k�̈���ɂȂ肦�܂��B�𗬓_���̕������̗l�Ȗ����N�����ɂ����̂ŁA���̊ϓ_������𗬓_�����]�܂����ƌ����܂��B
|
�@�@
�n���Q�������v�����̉��w�����Ɛ�����@�@�@�@�@�@�@�@
�n���Q�������v���ł͊e��̉��w�������i�s���Ă���ƍl�����܂��B
�@�n���Q���|�^���O�X�e���T�C�N��
�ቷ����Ԃɏ������Ă����^���O�X�e�����q�ƃn���Q�����������A�n���Q�����^���O�X�e���ɂȂ�܂��B�n���Q�����^���O�X�e���͏��C���������i�������₷���B250�����x�̔�r�I�ቷ�ł��������ċC�̂̏�Ԃ�ۂj�̂ŁA���������ɋ�Ԃ�Y���A���̂����t�B�������g�߂��ɒB����ƁA���̍����ɂ��M�������ă^���O�X�e���ƃn���Q���ɕ�������B���̌��ʃ^���O�X�e���͏������Ă����ꂪ�t�B�������g�߂��܂ʼn^��ăt�B�������g���ӂ̏��C�����オ��A�t�B�������g�̏�����}������B
����͎��x�������Ɛ����������ɂ����A���������ɂ����̂Ɠ������B�M�������Ĕ��������n���Q���͍ė��p����āA�ቷ���ł܂��^���O�X�e���Ɖ�������Ƃ����T�C�N���i�n���Q���T�C�N���j���s���B
�A�n���Q���|���f�T�C�N��
�n���Q�������v�ɂ͈Ӑ}�I�ɐ��f������B���̗ʂ̓n���Q��������łP�`�R�{�ł���B��r�I�ቷ���ł̓n���Q���͐��f�Ɖ������A�n���Q�������f�̌`�ő��݂���B�t�B�������g�߂��ł͂��̍����ɂ��M�������A�n���Q���Ɛ��f�ɕ�������B�n���Q���T�C�N���ɕK�v�ȒP�̃n���Q���͂��̂悤�ɐ����������I�ɋ�������A�ቷ���ŏ��Łi���f�ƌ����j����Ƃ����T�C�N�����N�����Ă���B�ቷ���ł͔�r�I����ȃn���Q�������f�̌`�ő��݂��邽�߁A�t�B�������g�̃��[�h���Ȃǒቷ���H���ɂ����Ȃ�B
�B�Y�f�T�C�N��
�n���Q�������v���ɂ͑����̏ꍇ�A�Y�f�����݂���B����̓n���Q����L�@�������̌`�œ���鎖���������߂ł���B�n���Q���������͕s�����K�X��1000�`3000ppm���x�����̂ŁA�Y�f������ɋ߂��������������v���ɑ��݂���B�i�n���Q���������͏L�����`����CH2Br2�Ȃǂ������j
�����v���Ɏ_�f�����݂��Ȃ���ΒY�f�͒ቷ���ɒ��a���A���قǑ傫�ȊQ�͖������A�܂�ɓ��艷�x���̃^���O�X�e����Y�����Ƃ��Ȃ�Ռ��Œf�����鎖������B�_�f�����݂���ꍇ�A�Y�f�̈ꕔ�͒ቷ���ł͂Q�_���Y�f�A�������ł͂P�_���Y�f�̌`�ő��݂���B�������Ŏ_�f������̂ŁA���ꂪ�����̃E�H�[�^�[�T�C�N���ɊW���Ă���B�Y�f�̑��݂͎_�f���ꎞ�I�ɕߊl���ăE�H�[�^�[�T�C�N�����ɘa����\���͗L�邪�A�~�߂�قǂ̌��ʂ͖����B
�C�E�H�[�^�[�T�C�N��
�����v���ɐ����q�����݂���ƁA�����̃t�B�������g���_�����A�_���^���O�X�e���Ɛ��f�ɕ�������B�_���^���O�X�e���͏������₷���̂ł����ɏ�������B���ꂪ��r�I�ቷ���Ő��f�ɂ��Ҍ�����A�^���O�X�e���Ɛ��ɂȂ�B���̐����܂��t�B�������g���_������---�Ƃ����T�C�N�����N����B����̓^���O�X�e���̏�������ɑ��߂錋�ʂƂȂ�A�����v���������k�߂�B�n���Q�������v�̏ꍇ�A�n���Q���T�C�N���������ɋN���邽�߂Ƀ}�N���I�ɂ̓t�B�������g�͏������Ă��Ȃ��悤�Ɍ����邪�A�~�N���I�ɂ͌����������ƍĕt�����J��Ԃ��Ă���A�����v�����͒������Z���B���̂悤�ȃ����v�̏����́A�t�B�������g�̔�r�I�ቷ���ɕ��H�i�L���L�����Ă���j��������B�������ꍇ�ɂ͐j���̐�����������B���̂悤�ȃ����v�̎�����1/2�`1/10�ɒZ�k����B�@
���̂��߁A�n���Q�������v�┒�M�d���͂��̃E�H�[�^�[�T�C�N�����~�߂鎖���ŏd�v�ۑ�ƂȂ�B�n���Q�������v�͐���Ƃ������̂ł��A���̃E�H�[�^�[�T�C�N���̓~�N���I�ɂ͑����͋N�����Ă���A�ɒ[�łȂ��Ă��������k�߂Ă���ꍇ�������B
��ʔ��M�d���̏ꍇ�ɂ͊e��̃Q�b�^�[�������v���ɓ���邱�Ƃɂ��_�f���͐��f���͂��̗�����ߊl�����鎖�ŃE�H�[�^�[�T�C�N���������ɃJ�b�g�ł���B���̂��߈�ʔ��M�d���̕��������̈��萫���ǍD�ŁA�������������i�����Ȃ��B
�n���Q�������v�̏ꍇ�ɂ̓n���Q���Ƃ̊W���L��̂ŁA�Q�b�^�[�����邱�Ƃ��ȒP�ł͂Ȃ��B�������s�\�ł͂Ȃ��B���肵���������̃n���Q�������v�����ɂ̓Q�b�^�[�̗̍p�͕s���Ƃ�������B
|
�Q�b�^�[����̃n���Q�������v
�����v���ɂ����̕��������A�����͂��̕��i�_�f�C���f�j�̈���ł��ߊl�����ĕs�������ł���E�H�[�^�[�T�C�N�����J�b�g���鎖���ł���B
���̕������Q�b�^�[�ƌĂ�ł���B����ɂ͐��f�z���^�Ǝ_�f�z���^���l������B�ǂ��炩�ł��������E�H�[�^�[�T�C�N���͓����Ȃ��B���������f�̓n���Q�������v�ɂƂ��Ēቷ�����H��h���Ƃ����L�p�ȋ@�\������̂ŁA�Q�b�^�[�Ƃ��Ă͎_�f�z���^���]�܂����B
�Q�b�^�[�ނɗv������鐫���Ƃ��ẮA�����v���Ńn���Q���Ɖ��₩�ɔ������ăK�X�����A�t�B�������g�߂��ɉ^��邱�ƁA�����Ă����Ŏ_�f�ƌ�������ƈ���ȏ������ɂ����ő̎_�����ƂȂ�A�������ăn���Q���Ƃ͍Ĕ������Ȃ����ƁB
���Ƃ��Ă͎����\����B�CMg�CAl�CSi�CP�����肪�l������BB�͎_�����̈��萫�������i���C���������j�܂����������Ő��̏ꍇ�����������ɂ����BMg�̓n���Q���Ƃ̔��������������A�܂������₷���̂ň����ɂ����BP�̓n���Q�������ɂ����A�_�����̈��萫���ǂ��Ȃ��B
�����ł܂�Al�������B�s�̂̃A���~����0.8mm�p���x�ɐ��Ē��ːj�ŋz���ߊl���Ĕr�C�ǂ���}�����Ă���ʏ�̔r�C�K�X�����Ƃ�����B����Al�Q�b�^�[�͔��Ɍ��ʂ������B���郉���v�ł͕��ώ����Ŗ�Q�{��A�Œ�����͂S�{�ȏ�̉��P���ʂ��������BAl�Q�b�^�[�̗p�����v�̓����Ƃ��āA���\���ԓ_������ƃ^���O�X�e���̎x�����i�t�B�������g�߂��j�������Ȃ�B����̓A���~�̊Ҍ���p�������ׂ�CO��CO2���Ҍ����ĒY�f�����������A���ꂪ�t�����邽�߂ƍl������B���Q�͂Ȃ��B�����v����Al�͒ቷ���Ńn���Q��������ċC�����A�t�B�������g���ӂŔM��������Al�̏��C�����V���Ă����ԂɂȂ�B�������Q�b�^�[��������@���ʓ|�Ȃ̂ƁA�n���Q���Ƃ̔������������̂ŁA�ʂ𐳊m�ɃR���g���[�����Ȃ��ƃn���Q���T�C�N����j�Q���ă����v����������B
���̂��ߔ�r�I�n���Q���Ƃ̔��������アSi�����Ɏ������BSi�������͎̂�Ԃ�������̂ŁA�Ήp�𐅑f�ŊҌ�������@�������B���f�����ă����v�̐Ήp�K���X�̈ꕔ�i�`�b�v�蕔�Ȃǁj��2000���߂��܂ŋ��M���鎖�ŐΉp���Ҍ�����ASiO����������B����͒P�Ƃł��_�f��ߊl����Q�b�^�[�Ƃ��ē����B�܂�SiO�͒P�ƂłȂ���Ύ����Si�ɕω�����B2SiO��SiO2+Si
SiO��������ۂɂ͐�����������̂ŁA�t�B�������g�����ԔM���Ă���Ǝ_������Ď_�f�������v���Ɏc��A�Q�b�^�[�̈Ӗ��������Ȃ�B�܂�Q�b�^�[�����ɂ͉��M����ꏊ���d�v�ł���A�������߂��ɖ����r�C�ǁi�`�b�v�ǁj���͂��̗L�͌��B�������r�C�ǂɃ^���O�X�e���x���̈ꕔ������i��ɂ͓K�p���ɂ����B�`�b�v�̏��ɃT�|�[�^�����O������i�^�C�v�������l�i���̏ꍇ�͋����̃T�|�[�^�ɂ���Ή������邪�j�B
��̓I�ɂ͔r�C��Ǝ��ɐ��f��0.9�C���قǓ���Ĕr�C�ǂ̈ꕔ�������ό`��������x�܂ŏĂ��Ɖ��F�����������ʂɕt������B���ꂪSiO�ł���A���̂Ƃ�������H2O���������Ă���̂ŁA������\���ɔr�C���ă����v�����珜�����A���Ƀn���Q�������K�X�������v���ɓ���A��������ꍇ�͉t�̒��f�ŗ�p���Ȃ���r�C�ǂ�藣���B���̕��@�ō���������v�̔r�C�Ǎ��͏������F�݂��L��B
SiO�Q�b�^�[��Al�قǂ̋������ʂ͂Ȃ����A��r�I����ŗʂ��A�o�E�g�ł��������ɂ����B��Ɛ����悢�BSiO�Q�b�^�[�͎����ԋ����ɂ��K�p���鎖���ł���B���ώ����̉��P�ƁA���Ɉُ�ɒZ�������̃����v�������ƂɌ��ʂ�����B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ |
|
[�Q��]�@
�@�����M�̕����@�����M�̌��w�@�_�W���^�����M�@���W���^�@�d��,�R���g���[��
�@�@�@�@�@�@�@�@ �@�@�@�@�@�@�@�@�@�@�@��������������.����.���� �@�@�@�@�@�@�@�@�@�@�@��������������.����.����
|
|
|
|
|
|
|
|

 �@
�@








 �@
�@